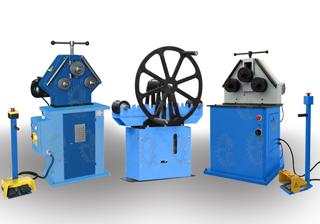
Выбираем трубогибочный или профилегибочный станок под различные методы гибки круглых и профильных труб (профилей)
Способ гибки труб определяется непосредственно способом работы трубогибочного или профилегибочного станка. На практике существует два десятка способов гибки круглых и профильных труб. Далее мы перечислим только наиболее распространённые из них:
Осуществляя технологический подбор трубогибочного станка, требуемого для выполнения задач по гибке круглых или профильных труб, необходимо понимать с какой трубой (важны ее технические характеристики) вам предстоит работать, и в зависимости от параметров получаемого изделия целесообразно сосредоточить внимание на три основных и наиболее распространенных способах холодной гибки труб, таких как:
Наматывание;
Обкатка;
Вальцовка;
Гибка труб на двух опорах.
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, внутреннего радиуса гиба, требуемой точности (допуска), качества гиба, потребного количества изогнутых деталей (серийность изделия), повторяемости изделий (их идентичность) и ряда других факторов.
Далее рассмотрим чуть подробней основные методы гибы круглой и профильной трубы.
Трубогибочные станки работающие способом наматывания(с дорном и без)
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб практически в любой промышленности, во всех сферах машиностроения, а так же при производстве мебели и металлоконструкций. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) и обеспечивают высокую и абсолютную повторяемость геометрии деталей при изготовлении деталей с пространственной гибкой.
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы. Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. Обычно, станки данного типа, обеспечивают овальность трубы в месте ее гиба, при радиусе гиба от 2 диаметров трубы, не более 3-4%, что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Важно отметить, что трубогиб работающий способом наматывания может работать, как в дорновом варианте, так и бездорновом, что приведет к увеличению внутреннего радиуса гиба трубы.
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр и заломов.
Бездорновые трубогибы обеспечивает гиб только толстостенных труб на радиус более 3-х, 4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанный радиус гиба, в процессе гибки труба либо ломается, либо в месте изгиба образуется гофра на внутренней стороне трубы и происходит расплющивание наружного диаметра.
Дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорновых трубогибов состоит из:
Гибочного ролика, с ручьем под конкретный типоразмер трубы с жестко фиксированным диаметром ролика;
Зажим трубы, с ручьем под конкретный типоразмер трубы;
Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы.
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для трубогиба бездорнового отсутствует дорн.
Трубогибочные станки работающие способом обкатки
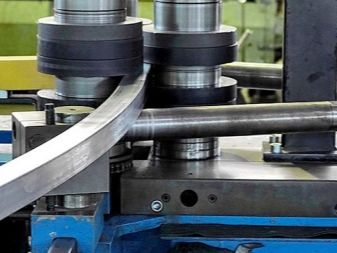
Трубогибы и трубогибочные станки, работающие способом обкатки наиболее широко применяются в строительной отрасли, обслуживающих хозяйствах, а так же при серийном и мелкосерийном производствах в любой сфере промышленности. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкатным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление) трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
Способом обкатки, как правило гнутся толстостенные трубы, на трубогибах, с наружным диаметром до 60 миллиметров, и с внутенним радиусом гиба не менее 3,5 диаметра трубы, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять 5-8 %. Для достижения указанного значения овальности трубы в месте ее гиба на и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба (обычно это винтовая пара по которой происходит перемещение ползуна в двух направлениях – к трубе и от нее). Если данную групп оборудования рассматривать в комплекте с системой управления (чпу) – то это оптимальное сочетания цены и качества работ по гибке труб. Высокая производительность, хорошая повторяемость получаемых углов и форм, минимальная деформация трубы в месте гиба (при использовании труб со стандартной толщиной стенки) и умеренная цена – делает, эту группу оборудования наиболее востребованной среди покупателей.
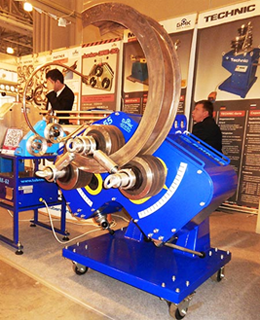
Трубогибочные и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибы или профилегибочные станки это гибочные станки для гибки профилей, углового проката, тавра, двутавра, швеллера, прутков, квадратов, полосы и т.д. Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей на угол в 360 градусов, т.е. в кольца, сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала – стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый – создать на трубогибочном станке преднатяг (задать кривизну, радиус гиба трубы). Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на неподвижный средний ролик. Так же этот процесс может быть механизированным, если оборудование оснащено электроприводом на поджимной (ные) ролик.
Второй – непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой. Так как труба силой трения увлекается в направлении вращения ведущих роликов она изгибается на величину заданной кривизны (преднатяга или заданного радиуса гиба) трубы. Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии (осуществляя постоянный поджим ролика). На вальцах трубогибочных минимальный радиус гиба труб для очень толстостенных труб составляет – 6, для толстостенных-10, для тонкостенных более 10 диаметров труб. Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
Следует заметить, что качественная гибка труб на трубогибах и профилегибах обеспечивается ручьем гибочных роликов соответствующим типоразмеру трубы, применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
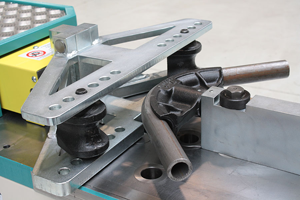
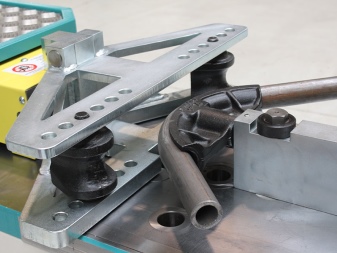
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту водогазопроводных труб непосредственно на строительной площадке, жилом доме, действующем производстве, широко применяются трубогибы арбалетного типа, принцип действия которого заключается в приложении изгибающего усилия через шток и гибочный сегмент на средину трубы лежащей на двух поворотных опорах. Изгибающее усилие на шток и гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для мелкосерийных и штучных гибов труб в стесненных условиях. Такие рычажные трубогибы производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения. Положительная сторона данного вида оборудования – это несомненно не высокая стоимость, простота в эксплуатации и высокая мобильность. Но опять же, таким способом, как правило, гнутся толстостенные трубы, с наружным диаметром до 60 миллиметров, и с внутренним радиусом гиба не менее 4-х диаметра трубы, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять 8-11 %.
Также по теме.
Станок для резки арматуры электромеханический сэкономит себестоимость при правильном выборе
При осуществлении серийно таких операций, как резка арматуры, станок электромеханический для рубки арматурных элементов станет самым оптимальным выбором. Оборудование справляется с изделиями арматурной и углеродистой стали, горячекатаными стальными изделиями, прутками, […]
Помогаем с выбором высечных ножниц, и где они применимы?
Высечные ножницы – это один из наиболее распространенных и используемых видов станочного оборудования, которое применяется при работе с листовым прокатом небольшой толщины. Благодаря своему устройству и принципу работы, при помощи высечных […]
Выбираем профессиональный гибочный станок недорого
Если речь идет о недорогом профессиональном оборудовании для гибки металлических труб, рекомендуем рассмотреть трубогиб ручной. Его преимуществом является достаточный функционал, быстрая окупаемость, долговечность, простота использования. Назначение трубогибочных станков Трубогибы всех […]
3 типа станков для гибки профильной трубы
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
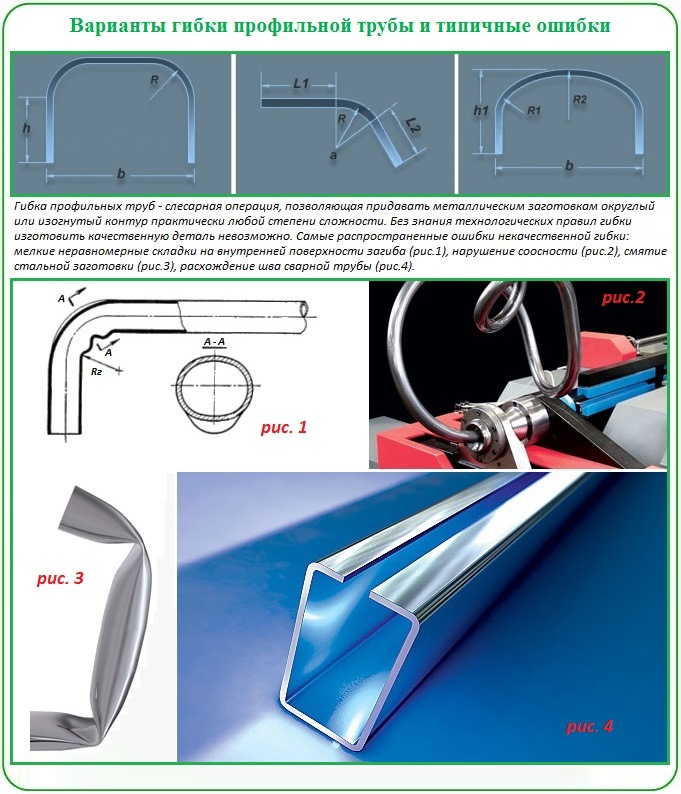
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
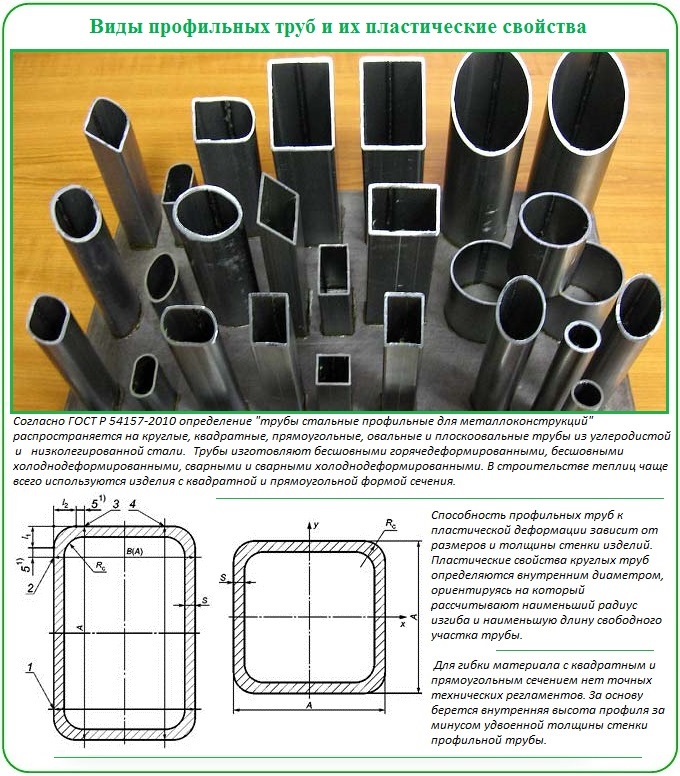
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Обкаточный трубогиб
Представляет собой наиболее простую конструкцию и позиционируется как ручное мобильное приспособление. Конструктивно он состоит из прочного основания, на котором закреплен неподвижный шаблон определенного диаметра. На центральной оси шаблона крепится рамочный рычаг с обкатным подвижным роликом.
Принцип работы такого механизма простой. Для начала заготовку прочно фиксируют на неподвижном шаблоне. Далее, с помощью рычага и обжимного ролика, трубу начинают плотно обкатывать вокруг шаблона так, что она в результате полностью повторяет радиус изгиба шаблона.
Недостатком таких приспособлений является то, что радиус изгиба соответствует диаметру неподвижного шаблона. Частично это можно решать за счет изменения размеров диаметров, путем замены неподвижного шаблона и обжимного ролика, так можно гнуть трубы с условным диаметром от 15 до 32 мм.
Выпускаются заводские модели, имеющие в своей конструкции сразу три шаблона разных диаметров и, соответственно, три обкаточных ролика, предназначенных для сгибания газоводопроводных труб основных типоразмеров.
Преимуществом обкаточного ручного трубогиба является его универсальность в применении из-за простоты конструкции, которая не занимает много места и позволяет производить ее монтаж как к слесарному верстаку, так и к практически любой временной поверхности в условиях стройки. Поэтому обкаточный трубогиб для круглой трубы наиболее часто изготавливают своими руками, чем приспособления других типов.
Особенности разных способов гибки профиля
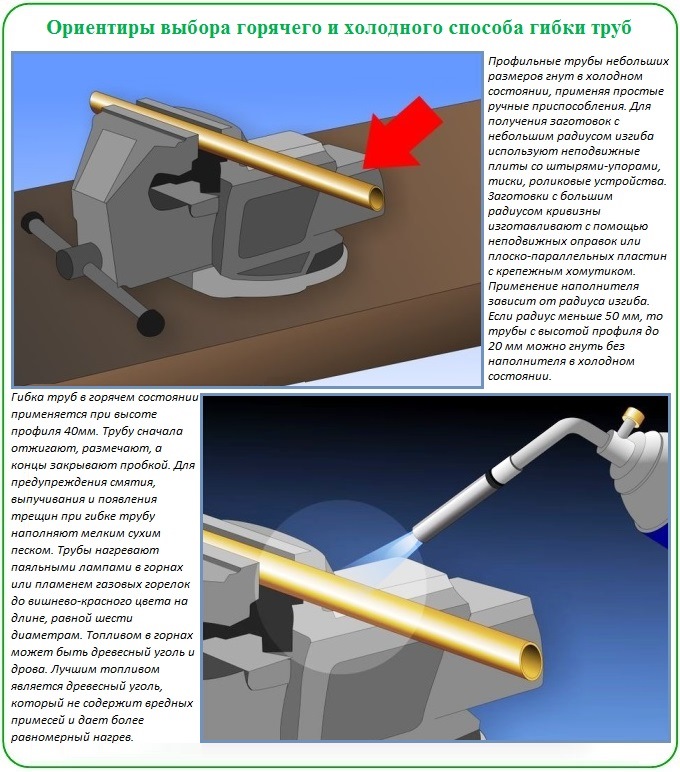
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Гидравлический трубогиб с ручным приводом
Сменный гибочный сегмент
Приспособления для фиксации изгибаемой трубы
Изгибание стальных труб с большим усилием
Сантехники рекомендуют изгибать только холодным способом все трубы с высотой профиля менее 10 мм. Изделия, высота профиля которых составляет 40 мм и выше, гнут горячим методом.
Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку. Вообще, если в наличии имеется трубогиб, с его помощью можно изогнуть трубу безо всякого нагрева.
Если специального инструмента нет, стоит выполнить пробную гибку профильной трубы. Для этого один край детали прочно зажимается в тисках. На другой конец надевается труба большего, чем у сгибаемого изделия диаметра.
Получившееся «плечо» следует сильно потянуть, изгибая изделие. Если деталь изгибается, можно использовать холодный метод гибки. Если же нет, применяется изгибание с предварительным нагревом.
Вальцовочные или прокатные трубогибы
Представляют собой конструкцию с тремя роликами, два из которых неподвижны, а один, установленный посредине, способен перемещаться вверх-вниз относительно двух других. Такое расположение вальцовочных роликов при поступательном движении трубы позволяет производить ее изгиб по дуге. За несколько прокаток можно получить требуемый радиус изгиба трубы.
К недостаткам прокатного метода можно отнести низкую производительность ручных приспособлений.
Достоинством является возможность гнуть практически все виды профилей, в том числе тонкостенных размеров.
Стоит отметить, что прокатный метод сгибания хорошо себя зарекомендовал на промышленных универсальных гибочных станках, где применяется механическая прокатка заготовки с помощью электропривода, а количество вальцующих роликов определяется технологической картой.
Гибка круглой трубы с помощью дорна является достаточно старой технологией. Так, различают несколько видов дорна, таких как:
жесткий в виде неподвижного стержня;
шлифованный с определенной криволинейной формой;
сегментный, состоящий из набора изгибающихся сегментов.
Достоинством такого метода является то, что он позволяет сгибать круглую трубу на достаточно малые радиусы практически под прямым углом.
Тонкости горячей гибки
Изгибание фрагмента профильной трубы происходит после его разогрева. Желательно выполнить операцию за один подход, поскольку многократный разогрев металла нежелателен. Изделие, охлажденное до светлого вишневого цвета, может разорваться.
Поэтому такой способ идеален для выполнения углового единичного сгиба. Для изгибания профиля под округлую арку его нужно применять с осторожностью, поскольку многократный нагрев в данном случае неизбежен.
В качестве наполнителя для трубы при горячей гибке хорошо использовать просеянный и прокаленный песок. Он засыпается внутрь детали с помощью воронки
Чтобы правильно согнуть профильную трубу горячим способом следует использовать наполнитель. Так удастся предотвратить возможное смятие детали. В качестве наполнителя обычно берется песок.
Оптимальный вариант – среднезернистый строительный песок. Если его нет, подойдет материал из детской песочницы. Для начала его нужно очистить от ненужных примесей.
Для этого песок просеивается сквозь сито с ячейками размером 2-2,5 мм. Так удастся избавиться от крупных камушков и мусора. Если в процессе гибки такое включение окажется непосредственно у стенки трубы, оно сформирует рельеф, которые совершенно не нужен.
Слишком мелкие песчинки тоже не нужны. В процессе нагрева они способны спекаться, что нежелательно. Поэтому песок придется просеять еще раз, теперь уже через мелкое сито. Размер его ячеек должен составлять около 0,7 мм. Прокаливаем просеянный песок.
Наполнитель готов. Теперь можно заняться деталью. Для начала нужно отжечь трубу на участке, где будет выполняться сгибание. Затем можно приступать к изготовлению заглушек.
Потребуется две одинаковых по размеру детали, которые будут закрывать оба конца профильной трубы, чтобы не высыпался находящийся в ней песок. Заглушки выполняются только из дерева, другой материал использовать нельзя.
Определимся с размерами и формой деталей. Это должны быть пирамиды, длина каждой в десять раз больше, чем ширина основания. Размеры собственно основания должны почти в два раза превышать размеры отверстия, которое будет закрываться этой заглушкой. Подготовленные изделия нужно примерить к трубе.
Профильная труба закрывается деревянными заглушками. В одной из них обязательно выполняются выемки для выхода газов, образующихся внутри разогреваемой детали
Если все нормально, на каждой из сторон одной из заглушек выполняем продольный паз. Через эти пазы будет выходить из заготовки скопившийся при нагреве газ. Можно приступать к заполнению трубы.
Для этого берется заглушка без пазов и устанавливается на место. Обычная воронка вставляется в противоположный конец детали. Если труба длинная, ее располагают под углом к земле, если короткая – перпендикулярно.
Через воронку малыми порциями засыпают песок. После каждой порции берут резиновую или деревянную киянку и хорошенько простукивают деталь снизу, помогая песку распределиться максимально равномерно и уплотниться. После того, как при постукивании по всей длине трубы будет слышен глухой звук, работу нужно прекратить. Это значит, что деталь полностью заполнена песком.
Заполненная песком заготовка закрывается второй заглушкой. Теперь нужно мелом наметить границы участка, который должен будет подвергнуться нагреву. Его длина должна быть равна минимум шести диаметрам заготовки.
Деталь надежно закрепляется в зажиме или в тисках. Если труба сварная, ее нужно закрепить так, чтобы шов оказался снаружи изгиба. Если он будет внутри, деталь может лопнуть.
Теперь следует разогреть фрагмент трубы до красно-вишневого цвета. Это можно сделать паяльной лампой либо газовой горелкой для пайки. Важный момент. Весь участок должен прогреваться равномерно.
Нельзя допускать перегрева отдельных фрагментов. Если это все же произошло, следует остудить такие участки. Индикатором достаточно прогретой трубы станет отскакивающая от нее окалина.
Специалисты настоятельно рекомендуют выполнять горячее изгибание профильной трубы за один прием. Многократный разогрев детали может привести к ее разрыву
После того, как заготовка будет раскалена, на ее конец надевают фрагмент трубы большего сечения. Так, чтобы край детали немного не доходил до будущего изгиба. После чего трубу аккуратно сгибают до нужной формы.
Делать это нужно в один прием плавным поступательным движением в вертикальной или горизонтальной плоскости. Полученный изгиб проверяется по шаблону.
Согнутая труба должна остыть, после чего ее следует еще раз сравнить с шаблоном и убедиться в правильности приданной формы. Если это так, заглушки выбиваются. Часто сделать это сложно, тогда можно просто выжечь деревянные пробки и высыпать песок.
Чтобы изгиб получился четким, без складок и разрывов, нужно максимально плотно набить в трубу песок и равномерно разогреть деталь.
Трубогиб для профильной трубы
В основном, для сгибания профильной трубы применяют прокатные трубогибы, на которых вальцы выполнены по виду профиля в форме прямоугольного сечения.
Главным отличием при сгибании прямоугольного профиля от круглой трубы — это большие радиусы гиба. При дальнейшей попытке уменьшения радиуса изгиба начинает происходить определенная деформация прямолинейных линий стенок профиля, что значительно уменьшает проходное сечение и снижает конструкционные свойства.
Как согнуть трубу без трубогиба
Если же все-таки у вас появилась необходимость согнуть круглую трубу, а ручного трубогиба нет то, как согнуть трубу правильно — можно порекомендовать несколько вполне работающих способов. Итак:
Нужно заполнить трубу песком, при этом, чтобы песок не высыпался, временно законопачиваем ветошью концы. Найдя округлую поверхность так, чтобы можно было прочно закрепить один конец трубы с помощью насадки в виде трубы большего диаметра, достаточной длины для рычага, постепенно загибаем нашу заготовку на необходимый угол.
Точно таким же способом можно загнуть металлическую трубу небольшого диаметра, применив вместо песка крошки льда или плотно набив снегом.
Для того чтобы согнуть в руках металлопластиковую трубу и не сломать, необходимо вовнутрь трубы засунуть пружину чуть меньшего диаметра. По окончании процесса сгибания она без труда должна выйти из трубы.
Если вы знаете другой способ, как согнуть круглую трубу без трубогиба, то поделитесь своим опытом в блоке комментариев.
Как согнуть профильную трубу?
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.
Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.
Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.
Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.
Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.
Болгаркой
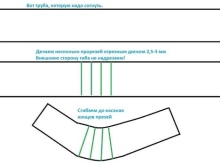
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.
Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
Прокалите участок трубы, на котором она согнётся.
Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
Зафиксируйте трубу в тисках на верстаке.
Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.
С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Свойства высокоуглеродистой стали, из которой изготавливают пружины, не меняются при прокаливании – она обладает такой же упругостью, как и в холодном состоянии.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.
Рекомендации
Не пытайтесь изготовить резкий изгиб профиля со значительным углом. Заготовка сломается, и испорченный её участок отправится в металлолом. Не используйте для сгибания профтрубы арматуру, вдев прут в конец трубы – она деформирует её края на конце профиля. Выправить такое повреждение также очень сложно. Попытки рассчитать «правильную» толщину прута под стенки профтрубы не дадут результата – погнётся либо профиль, либо арматура.
Не пытайтесь перегреть металлический профиль при помощи сверхвысокотемпературной горелки (например, с помощью газосварочного аппарата, включённого в режиме резки стали), разогревая его ярче красного оттенка. Став жёлто-оранжевым, железо (да и сталь тоже) размягчается, профиль перекашивается.
Такое повреждение необратимо, испорченные заготовки можно лишь переплавить. В домашних условиях переплавка стали недоступна.
Не сгибайте профиль рывковыми движениями. Слишком быстрая гибка труб приводит к их надломам. Особенно надлому подвержен алюминий и сплавы на его основе. Спешка не нужна. Нагревайте трубу перед сгибанием один раз. Многократный (несколько и более раз) нагрев приведёт к потере прочности стали. Если отдельные участки трубы перегреты при неравномерном нагреве требуемого отрезка, то остудите их, пока цвет нагрева не станет равномерным. Сгибание перегретой трубы приведёт к её разрыву.
При невозможности быстро удалить деревянные пробки, их можно выжечь, нагревая концы трубы. Температура прожига и воспламенения дерева в несколько раз ниже температуры плавления стали. Никаких неприятных последствий в этом случае не наступит. Частичный подпил (истончение стальных стенок) в месте сгиба недопустим. При сгибании такая труба лопнет – её прочность недостаточна для образования плавного изгиба.
Не используйте ствол дерева в качестве овальной или круглой поверхности. Дерево может не выдержать такой нагрузки. Для этого существует отдельное приспособление, притом не одно. Профиль 20х40 и иные размеры, включая 20х20, слишком тонкостенны, чтобы гнуть их, вставляя штыри внутрь. Чтобы получить волнистый, крученый профиль, обычный подвергается ковке. Но ковать профтрубу не рекомендуется тем, кто не обладает навыками кузнеца, этим вы испортите её. Ковка профиля – художественный способ обработки, находящий применение при изготовлении облегчённых по весу перил, ворот, дверей из профтрубы более тонкого сечения.
Согнуть профтрубу, за вид которой не будет стыдно, самостоятельно по силам каждому. Всего насчитывается более десятка станков и приспособлений, заменяющих профессиональный профилегиб. Выбор подходящего метода – дело добровольное.
О том, как согнуть профиль руками без профилегиба, смотрите в следующем видео.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей
Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали
Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки
Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов
Для фигурной деформации труб по одному заданному радиусу можно сделать оправку – приспособление с округлым краем, форму которого придают сгибаемой трубе
По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические
Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия
Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
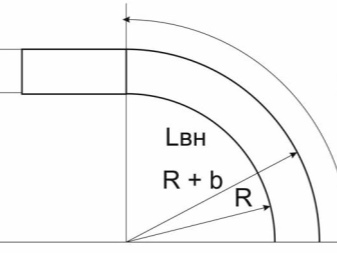
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицы
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
изготовление шаблона;
набивка песком;
разметка участка;
нагрев;
изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
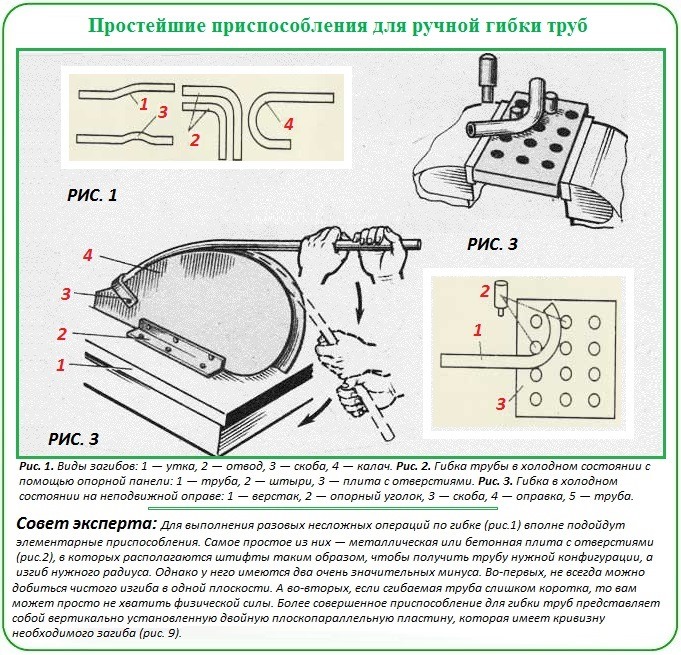
Если гибка труб будет производиться редко, достаточно запастись простейшими приспособлениями. Металлической плитой с отверстиями, в которые в зависимости от радиуса устанавливаются штыри (рис.2) или оправкой — установленной вертикально двойной плоскопараллельной плитой с вариациями угла загиба (рис.3)
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.
На таком приспособлении сгибают трубы диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Принцип действия самого распространенного варианта станка для гибки трубы основан на воздействии трех роликов, вращающихся одновременно
Для изменения радиуса сгибания один или два ролика должны быть жестко закреплены на корпусе, один или два перемещаться
Все три ролика должны снабжаться приспособлениями с закрепленными в них подшипниками. Желательно их установить внутри металлических втулок, чтобы избежать попадания во вращающиеся элементы посторонних предметов и сора
Вращающиеся ролики одновременно приводятся в движение за счет цепи (или ремня) соединяющего все три элемента
Если есть место для стационарной установки гибочной машины, ее лучше установить на чугунную или стальную сварную станину, которую рекомендовано крепить анкерами к полу
Тем, кому не нужно постоянно гнуть трубы, достаточно сделать небольшой станок для гибки. В его основе рекомендовано сделать отверстия для прочной фиксации на рабочем столе струбцинами
В ряде конструкций возможно перемещение всех трех вальцов. Положение верхнего регулируется верхним стопором с винтом, нижних – банальной перестановкой в отверстия корпуса
Гнуть трубу роликовый станок начинает, когда мастер вращает рукоятку. Ее подключают к одному из стационарных роликов
Как согнуть профильную трубу – используйте трубогиб и все получится!
Многие домашние умельцы не знают, как согнуть профильную трубу самостоятельно, не обращаясь в мастерские к специалистам. На самом деле, выполнить такую операцию не так уж и сложно, если обзавестись необходимым оборудованием.
1 Гибка профильной трубы своими руками – практические советы
Тысячи владельцы участков за городом и частных домостроений буквально вкладывают душу в свою недвижимую собственность. Они стараются всеми способами придать ей оригинальный внешний облик. Причем многие операции по благоустройству такие люди стремятся выполнять своими руками, по-настоящему гордясь своей работой.
Очень часто при обустройстве загородного “поместья” человеку требуется загнуть профильную трубу, которая нынче весьма активно применяется для различных целей, начиная от строительства заборов и заканчивая монтажом необычного козырька над входом в дом. Выполнить изгиб трубы вручную, не используя специальные приспособления, предназначенные для подобных целей, сложно, а иногда и просто-напросто нереально.
Особенно это утверждение верно для профильных трубных изделий. Если трубу круглого сечения еще можно разогреть, обкрутить вокруг специального шаблона, надежно закрепить один из концов конструкции, а затем попытаться согнуть ее под необходимым углом, то для профильных изделий такой метод стопроцентно не годится.
Выход здесь один: взять на вооружение приспособление для изгиба профиля, хорошо изучить принцип выполнения операции с его помощью, и решить проблему придания трубе нужной конфигурации. Отметим, что даже при помощи спецоборудования осуществить подобную процедуру будет совсем непросто – высока вероятность того, что под руками неопытного человека произойдет сплющивание трубы или деформация ее сечения.
Чтобы максимально уменьшить опасность такого неблагоприятного развития событий, рекомендуется предварительно заморозить трубу, поместив ее в большой холодильный агрегат промышленного типа. Если холодильника крупных размеров нет, рекомендуется выполнять операцию гибки зимой, когда на улице стоит минусовая температура.
Перед заморозкой один край профильного изделия следует надежно заглушить, затем наполнить трубу обычной водой и закрыть другой конец конструкции. После этого помещаем заготовку в камеру или выносим на мороз, ждем, пока жидкость в ней полностью не заморозится. Замерзшая вода не даст изделию деформироваться в процессе его изгибания. Да и сам процесс, поверьте, пойдет намного проще.
Альтернативой описанному методу является технология, при которой в трубу засыпают песок, ставят с обоих концов конструкции заглушки, затем делают в ней 2–3 отверстия небольшого диаметра. Они необходимы для того, чтобы впоследствии при нагреве заготовки, образующиеся в трубе газы, имели выход. Если отверстия не делать, есть риск деформирования конструкции.
Выполнив все указанные операции, можно приступать к гибке. Для этого при помощи паяльной лампы нужно нагреть выбранную зону, по которой будет осуществляться изгиб, а затем уже смело сгибать трубу. Описанные предварительные этапы (заморозка, наполнение песком, разогрев профильного изделия) делать не придется в том случае, когда вы применяете современные трубогибы, созданные специально для работы с трубами.
2 Как согнуть профильную трубу с помощью трубогиба?
Под таким приспособлением понимают специальные устройства нескольких типов, которые дают возможность с минимумом ручных усилий выполнять изгиб конструкций из круглого либо профильного проката (например для домашних оранжерей и теплиц, навесов и так далее). Все трубогибы принято делить на две крупные группы:
Роликовые (их еще нередко называют профилегибами): используются для изгибания по плавным радиусам профильных трубных изделий. В данном случае гибка производится по принципу вальцовки трубы.
Гидравлические рычажные: с их помощью обычно сгибают металлические конструкции под требуемым углом, прилагая в заданном месте определенное усилие. Легкость процедуры при этом обеспечивается тем, что усилие задается рычагом.
Достоинства применения трубогибов следующие:
снижение усилий человека для выполнения изгиба (ручной труд при использовании устройства с электроприводом и вовсе сводится к нулю);
отказ от монтажа добавочных фитингов и проведения сварочных работ при установке трубопроводов);
отсутствие сплющивания и заломов (металл сохраняет все свои технические характеристики);
гарантия получения изогнутых труб с точнейшими размерами.
Кроме того, трубогибы обеспечивают по-настоящему элегантный внешний вид конструкций, которые изготавливаются из цельных трубных изделий. С точки зрения декоративной привлекательности такие конструкции можно считать безупречными. Попробуйте добиться аналогичных результатов, если вы не знаете, как гнуть профильную трубу с помощью трубогиба. Вряд ли у вас это получится.
Выбор конкретного станка для гибки труб зависит от материала изделий, а также от вида работ, которые вы будете осуществлять с помощью стальных или чугунных труб (как вы сами понимаете, пластиковые конструкции изгибать трубогибом нет нужды). Например, трубы из меди для монтажа системы отопления или подачи воды гнут простым трубогибом ручного типа, который предназначен именно для данного материала.
А вот уже металлические изделия для сантехработ гнут при помощи устройства, способного справиться с более прочным и твердым материалом. С профильными трубами, естественно, работают исключительно роликовым приспособлением, которое создано специально для выполнения подобных мероприятий. Оно, кстати, дает возможность изгибать и круглые бесшовные трубы с толстыми стенками.
3 Популярные модели отечественных ручных профилегибов
В строительных магазинах вы без труда найдете разные виды трубогибов зарубежного производства. Но их цена зачастую не устраивает россиян, которые предпочитают покупать проверенные отечественные механизмы. Благо, что по своим возможностям они ни чем не хуже импортной продукции.
Самыми востребованными устройствами для гибки профильных изделий признаются ручные станки “ПГ-1” и “ПГ-2”. Первый из них стоит не более 500 долларов, он выполнен в компактной форме, являясь мобильным (переносным) оборудованием. За счет этого механизм можно применять непосредственно на месте выполнения монтажных работ для изгибания медных, металлических и стальных труб с размерами не более 40 на 40 миллиметров.
Конструктивно приспособление представляет собой станину с тремя роликами, закрепленными на ней. Прижимной ролик (он является центральным) позволяет производить протяжку трубы. Легкость проворачивания этого ролика обусловлена наличием удобной рукоятки. Ширину вращающихся составляющих станка можно изменять для работы с трубами разных размеров.
Профилегиб “ПГ-2” отличается от своего собрата более мощной конструкцией. Он с легкостью гнет трубы из означенных выше материалов размерами 30 на 60 миллиметров. С его помощью допускается даже сгибать трубы в кольца. Понятно, что стоимость такой модели выше. Купить ее можно за 750–800 долларов.
Надеемся, что у вас теперь нет вопросов о том, как согнуть профильную трубу.
Трубогиб для профильной трубы: применение, классификация, виды
Металлопрокат в виде профильной трубы повсеместно используются в частном домостроении. Его часто приходится изгибать при изготовлении различных конструкций. Для этого профессионалы применяют трубогиб для профильной трубы различного сечения. Рассмотрим специальное приспособление более подробно и узнаем его применение, классификацию, конструктивные особенности, существующие разновидности, их достоинства.
Определение и применение трубогиба
Профильная труба – металлопрокат в виде трубного полого изделия с любым сечением. Исключением является только круглый прокат. Наибольшей популярностью пользуется труба с прямоугольным и квадратным сечением. Такой металлопрокат способен выдерживать существенные нагрузки из-за наличия жёстких углов.
Строительство является одной из областей, где широко применяется труба профильная. Она используется во время возведения малых архитектурных форм и больших объектов. При этом применяются не только изделия с прямолинейной геометрией. В ходе работ специалистам приходится на строительной площадке или в заводских условиях изгибать под разными углами прямой трубопрокат с профильным сечением или даже скручивать его в спирали. Профессионалы для таких операций не применяют кустарные приспособления. Они используют специальный механизм – это трубогиб профильной трубы. Его ещё называют профилегибом. Он облегчает процесс и позволяет при минимальных временных затратах добиться нужной формы у изначально прямого металлического проката.
Гнутье трубного изделия с поперечным разрезом прямоугольной, квадратной или другой формой, отличной от круга – это альтернатива резке цельной металлопродукции на отдельные фрагменты, из которых в дальнейшем с помощью сварки изготавливается единая конструкция нужной конфигурации. Применение профилегиба позволяет сразу создавать криволинейные заготовки из профтруб без нарушения их изначальной целостности.
Профилегибочное оборудование выпускается производителями в широком ассортименте для труб из различных материалов, практически с любым сечением, диаметром и толщиной стенок. Оно применяется для создания:
небольших теплиц и целых комплексов;
элементов для лестниц;
отдельно стоящих навесов и пристроенных к дому;
беседок;
каркасных построек с арочными элементами;
заборов и ограждений с изогнутыми деталями;
уличной мебели;
конструкций для придомовых скамеек, спортивных и детских площадок.
Для осуществления гибки необходимого профиля, специалисты используют в каждом конкретном случае соответствующие насадки. Они обычно входят в комплект трубогибочного оборудования. Приспособления также могут ими доукомплектоваться.
Классификация гибочного оборудования
Современный трубогиб для профиля может иметь разное исполнение. Профессиональные мастера, занимающиеся изготовлением изделий и конструкций из профилированного сортамента, могут использовать в работе следующие устройства:
переносное и стационарное оборудование;
приспособления с различным типом привода (электрические, ручные, гидравлические устройства);
станки, которые отличаются друг от друга способом воздействия на заготовку.
Сортамент, подвергшийся в процессе изготовления профилированию, может быть изогнут путём обкатки, намотки или прокати. Последний способ ещё называют вальцовкой.
Обкатка
Этот способ воздействия подразумевает зажатие одного конца трубы. Требуемый изгиб ей придаётся при использовании стационарного шаблона. Трубное изделие обкатывается вокруг неподвижной детали с помощью прижимных роликов.
Намотка
В трубогибном оборудовании, действующему по принципу намотки, заготовка прижимается к ролику-шаблону. В процессе изгиба труба наматывается на подвижную деталь. Трубное изделие протягивается между шаблоном, совершающим вращательные движения, и специальным упорным элементом, который воздействует на заготовку в начальной точке изгиба.
Вальцовка
Изгиб нужного радиуса создаётся при использовании устройства, в конструкции которого присутствует три вала. Из них два являются опорными роликами. Третий же элемент представляет собой центральный вал. Радиус изгиба профиля зависит от его пространственного положения. Прокаточное гибочное приспособление – это более универсальное оборудование, чем устройства, действующие по принципу намотки и обкатки. Ведь в них от установленного шаблона напрямую зависит радиус изгиба заготовки.
Фабричный трубогиб для профтрубы специалисты подбирают в зависимости от требуемого радиуса изгиба заготовки. При этом они обязательно учитывают сечение и толщину стенки трубного изделия.
Ручные профилегибы
Устройства для гибки полого металлопроката с любым сечением, которые работают за счёт исключительно мускульной силы, представляют собой ручные трубогибы. Это мобильные приспособления. Они отличаются небольшими размерами и весом.
Этот вид профилегибочных устройств профессионалы используют для изготовления требуемых изделий на месте их монтажа. Одной из самых распространённых машинок является профилегиб с тремя роликами-шаблонами. Именно вокруг них осуществляется движение заготовки, когда выполняются гибочные работы непосредственно на объекте у заказчика. Мастер с помощью ручного профилегиба в любой момент может изготовить нужные детали. Машинка также позволяет осуществить корректировку их кривизны на месте проведения монтажных работ.
После заправки в устройство прямой профильной трубы из ручного трубогибного приспособления выходит изделие, изогнутое под нужным углом. При этом изгиб может быть, каким угодно.
Специалисты используют ручной трубогиб для квадратной трубы и полого прямоугольного проката, а также для изгиба полосы, квадрата, круглого трубного изделия, прутка, уголка. Устройство имеет простую конструкцию. В нем отсутствуют электронные узлы. Для его применения не нужно выполнять предварительные сложные настройки. При этом сгибание заготовки осуществляется с высокой точностью в соответствии с заранее заданным радиусом.
К достоинствам профилегибочной машины относятся и другие преимущества:
высокая степень безопасности во время выполняемых процессов;
отсутствие необходимости подключения к электросети;
лёгкая транспортировка;
большая область применения.
Ручная профилегибочная машинка – это надёжное устройство. Оно производится из высококачественной стали, включая легированные марки. Такой материал изготовления обеспечивает высокую прочность механизму.
Роликовые валы для трубогиба изготавливаются разных размеров. Их конструкция позволяет аккуратно гнуть профтрубы. При этом не требуется прикладывать много усилий независимо от материала заготовок, которым может быть сталь, алюминий и медь.
Механические профилегибы оснащаются разным количеством проточек, которые отличаются размерами в зависимости от предназначения устройства. Такое исполнение профилегибочной машины позволяет гнуть заготовки различного сечения. Например, при изготовлении металлоконструкций часто на месте их монтажа приходится изгибать профтрубы 25*25 мм и 40*40 мм.
Предельная величина угла изгиба и максимальная толщина стенки металлозаготовки зависит от модели используемого оборудования. Это обязательно учитывается, когда специалисты готовятся к выполнению заказа.
Ручной профилегиб удобен в использовании. Его можно при необходимости закрепить на рабочем столе. Для этого в станине предусмотрены отверстия. Во многих моделях также имеются контргайки. Они позволяют прокатывать одинаковые размеры дуг. При этом большинство механизмов оснащается съёмными закалёнными валами. В конструкции устройств также присутствуют наборные ограничительные гайки. Благодаря их наличию профиль движется по центру валов. Кроме того, надёжные подшипники для трубогиба обеспечивают долговечность механизму.
Профилегибочные станки с гидравлическим приводом
Профилегибочные механизмы с гидравликой позволяют эффективно изгибать трубный сортамент, отличающийся сложными профилями. При использовании такого оборудования специалист прикладывает минимальные физические усилия, потому что основные действия выполняет гидравлическая система.
Гибочное устройство с гидравликой для профтруб – это более совершенный механизм, чем ручной профилегиб. Оборудование оснащается волками для горизонтальной и вертикальной прокатки заготовок. Это позволяет за одну операцию изогнуть прокат в нескольких направлениях под различными необходимыми углами и требуемых радиусов.
Стандартный станок с гидравликой для изгиба профильных труб комплектуется вальцами в количестве 3 штук. Один из них является прижимным, а два других – это приводные ролики. Для их изготовления производители используют прочную легированную сталь. По этой причине ролики нечасто приходится менять на новые вальцы. При необходимости они без труда снимаются с гидравлического станка, что позволяет быстро выполнить сервисные работы.
Видео описание
Особенности работы гидравлического трубогиба смотрите в видео
Гидравлические профилегибы тоже оснащается тремя проточками, но они позволяют работать с трубами большего сечения. Его максимальные размеры могут составлять 60*30 мм. При этом большинство моделей способны изгибать квадратные трубы, у которых максимальный размер сечения равен 40*40 мм. Гидравлический станок для гибки профилированной трубы также позволяет гнуть прутки, полосы и круглый трубопрокат.
Повышает удобство использования трубогибного оборудования с гидравликой наличие тормозного устройства двигателя. Оно позволяет остановить работу машины, если необходимо выполнить корректировку. После этого процесс можно продолжить дальше при использовании той же заготовки. К тому же станки такого вида – это вариативные агрегаты. Другими словами, устройства могут представлять собой ручные, полуавтоматические и полностью автоматические приспособления для изгиба профтруб.
Видео описание
С работой профилегиба ручного гидравлического поможет познакомиться следующее видео
Специализированные компании применяют гидравлические профилегибочные механизмы для серийного изготовления отдельных гнутых элементов при производстве металлоконструкций из профильной трубы, а не только для разовых работ. Выбираются трубогибы профтрубы в зависимости от объёма запланированных операций. Если они будут использоваться периодически, тогда предпочтение отдаётся ручным станкам небольшого размера. Когда оборудование требуется для производственного предприятия, выбирается полностью автоматическое или полуавтоматическое устройство с гидравликой. Ведь оно позволит быстрее выполнять запланированный объем работ.
Электрические профилегибы
Оборудование для гибки профтруб производители также оснащают электрическим приводом. Такой станок для профильной трубы – это профессиональное устройство, позволяющее изогнуть заготовку максимально точно в соответствии с заданными размерами. Электрический профилегиб используется специализированными компаниями для серийного изготовления гнутых деталей металлоконструкций. Его настраиваемые ролики предназначены для изгиба металлических изделий, которые могут быть произведены из различной стали, меди, алюминиевых сплавов и так далее.
При изготовлении электрических трубогибов используется высококачественная сталь. Из неё изготавливаются прокатные вальцы. Они отличаются большой износостойкостью. Поэтому их не приходится часто менять на новые детали.
Электрические трубогибы для профтруб – это не мобильные устройства. Они представляют собой стационарное оборудование. Для их работы требуется постоянное подключение к электрической сети. Такие станки устанавливаются в производственных цехах, на кузнечных предприятиях.
Видео описание
Работа электрического стационарного профилегиба показана в следующем видео:
Одним из основных преимуществ электрических профилегибов являются минимальные физические усилия мастера даже во время выполнения большого объёма работы. Исключением может лишь являться установка заготовок и приём изогнутых деталей.
Трубогибы с электрическим приводом позволяют изготавливать гнутую металлопродукцию, отличающуюся высоким классом исполнения. Производители выпускают модели, в которых угол изгиба настраивается ручным способом или посредством специальных программ. Второй вариант оборудования комплектуется выносным или встроенным дисплеем. Он предназначен для осуществления контроля проводимых операций на электро профилегибе.
Видео описание
Познакомиться с работой стационарного профилегиба с выносным дисплеем поможет следующий видеоролик:
Максимальные и минимальные размеры трубогиба с электрическим приводом зависят от возможностей оборудования, его оснащения дополнительными функциями, количества роликов. На производительность электро профилегиба влияет мощность установленного двигателя. Это характеристика может составлять 0,7-2,2 кВт. Подбирается мощность электродвигателя в зависимости от задач производства. Вместе с оборудованием обычно поставляется комплект насадок. Они позволяют работать с разными профилями. Их количество всегда можно увеличить.
Самым мощным и производительным профилегибом является оборудование с ЧПУ. Это уже промышленная машина, позволяющая работать с самыми разными металлопрофилями. С её помощью осуществляется трёхмерная гибка проката. Заготовки могут быть произведены из разного металла, включая алюминий, нержавеющую сталь, медь, бронзу.
Станочное оборудование с ЧПУ для гибки профтрубы управляется в основном сервоприводом. Это самый популярный вариант, эффективность которого проверена на практике.
Коротко о главном
Современный гибочный станок для профилированной трубы – это компактное переносное или стационарное оборудование, позволяющее изгибать трубный металлопрокат с квадратным, прямоугольным и другим сечением. Его используют крупные и небольшие производственные предприятия, изготавливающие металлоконструкции из профтрубы. Производители выпускают оборудование с ручным, гидравлическим и электрическим приводом. Классифицируются профилегибы также по способу воздействия на металлическую заготовку. Трубогибы могут осуществлять обкатку, намотку или вальцовку профильного металлопроката.
Как согнуть профильную трубу для теплицы: простейшие способы и правила изготовления заготовок
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
предварительно отжигаем заготовку на участке будущего сгиба;
приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
прокалим наполнитель при температуре 150ºС;
забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
закроем заполненную заготовку второй пробкой;
отметим мелом на заготовке участок нагрева;
закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
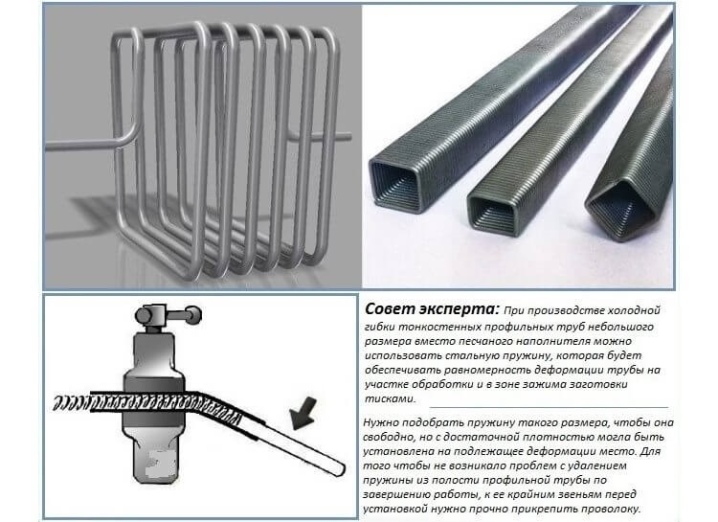
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
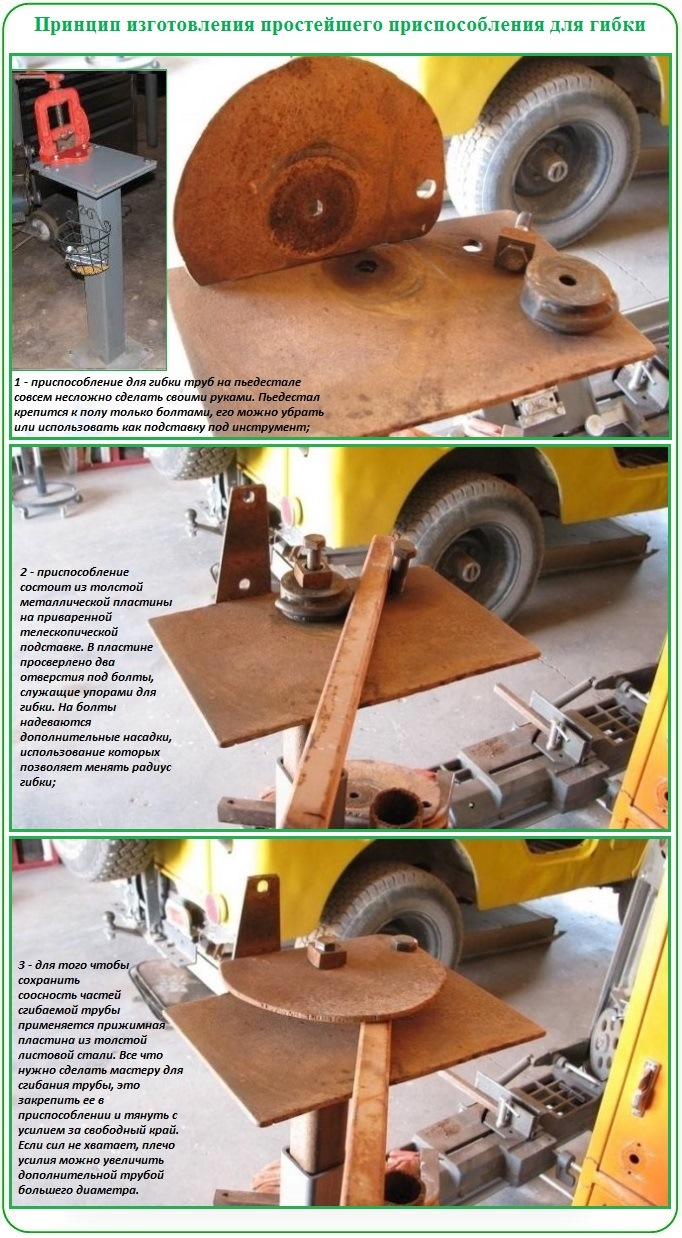
Модернизированная гибочная плита
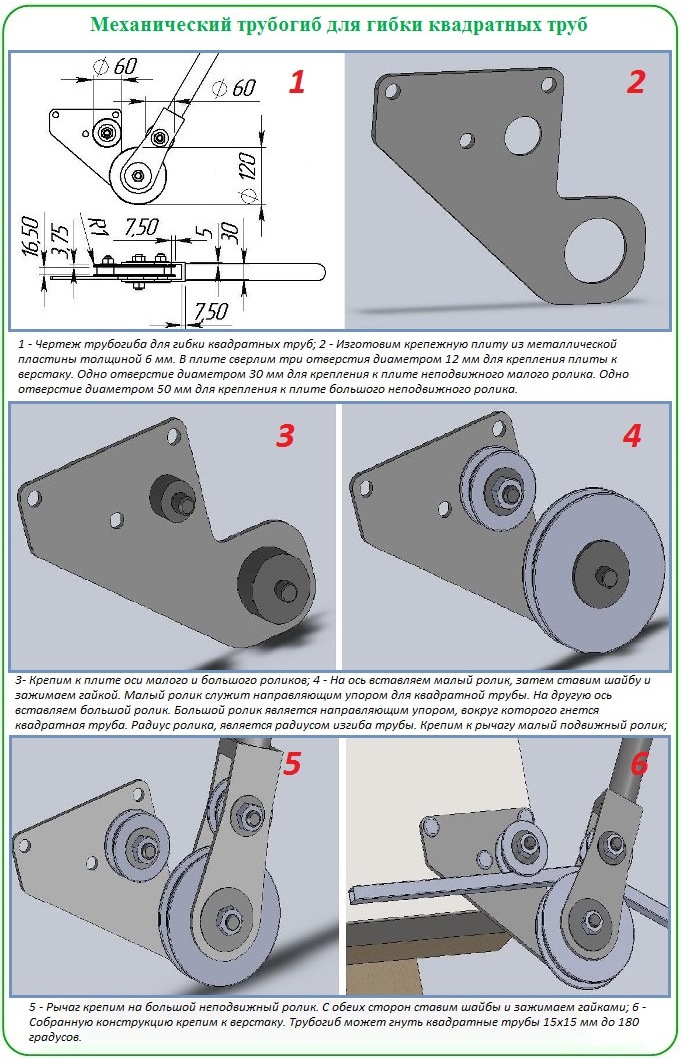
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
Гибочной плитой служит панель, вырезанная из толстого листового железа.
Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Олег Васильев — специалист по ремонту квартир и домов с большим портфелем реализованных проектов. Он разбирается в планировках, инженерных системах и современных материалах. На сайте делится практическими рекомендациями для качественного ремонта.