МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА
МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА, определенный временной цикл нагрева и охлаждения, которому подвергают металлы для изменения их физических свойств. Термообработка в обычном смысле этого термина проводится при температурах, не достигающих точки плавления. Процессы плавления и литья, оказывающие существенное влияние на свойства металла, в это понятие не включаются. Изменения физических свойств, вызываемые термической обработкой, обусловлены изменениями внутренней структуры и химических соотношений, происходящими в твердом материале. Циклы термической обработки представляют собой различные комбинации нагрева, выдерживания при определенной температуре и быстрого или медленного охлаждения, соответствующие тем структурным и химическим изменениям, которые требуется вызвать.
Зернистая структура металлов.
Всякий металл обычно состоит из множества соприкасающихся друг с другом кристаллов (называемых зернами), как правило, имеющих микроскопические размеры, но иногда и видимых простым глазом. Внутри каждого зерна атомы расположены так, что образуют правильную трехмерную геометрическую решетку. Тип решетки, называемый кристаллической структурой, является характеристикой материала и может быть определен методами рентгеноструктурного анализа. Правильное расположение атомов сохраняется в пределах всего зерна, если не считать небольших нарушений, таких, как отдельные узлы решетки, случайно оказавшиеся вакантными. Все зерна имеют одинаковую кристаллическую структуру, но, как правило, по-разному ориентированы в пространстве. Поэтому на границе двух зерен атомы всегда менее упорядочены, чем внутри них. Этим объясняется, в частности, то, что границы зерен легче поддаются травлению химическими реагентами. На полированной плоской поверхности металла, обработанной подходящим травителем, обычно выявляется четкая картина границ зерен. Физические свойства материала определяются свойствами отдельных зерен, их воздействием друг на друга и свойствами границ зерен. Свойства металлического материала существенным образом зависят от размеров, формы и ориентации зерен, и цель термической обработки состоит в том, чтобы управлять этими факторами.
Атомные процессы при термической обработке.
При повышении температуры твердого кристаллического материала его атомам становится все легче переходить из одного узла кристаллической решетки в другой. Именно на этой диффузии атомов и основана термическая обработка. Наиболее эффективный механизм движения атомов в кристаллической решетке можно представить себе как движение вакантных узлов решетки, которые всегда имеются в любом кристалле. При повышенных температурах благодаря увеличению скорости диффузии ускоряется процесс перехода неравновесной структуры вещества в равновесную. Температура, при которой заметно повышается скорость диффузии, неодинакова для разных металлов. Она обычно выше для металлов с высокой температурой плавления. В вольфраме с его температурой плавления, равной 3387 ° C, рекристаллизация не происходит даже при красном калении, тогда как термическую обработку алюминиевых сплавов, плавящихся при низких температурах, в некоторых случаях оказывается возможным проводить при комнатной температуре.
Во многих случаях термической обработкой предусматривается очень быстрое охлаждение, называемое закалкой, цель которого – сохранить структуру, образовавшуюся при повышенной температуре. Хотя, строго говоря, такую структуру нельзя считать термодинамически устойчивой при комнатной температуре, практически она вполне устойчива благодаря низкой скорости диффузии. Очень многие полезные сплавы обладают подобной «метастабильной» структурой.
Изменения, вызываемые термической обработкой, могут быть двух основных видов. Во-первых, и в чистых металлах, и в сплавах возможны изменения, затрагивающие только физическую структуру. Это могут быть изменения напряженного состояния материала, изменения размеров, формы, кристаллической структуры и ориентации его кристаллических зерен. Во-вторых, изменяться может и химическая структура металла. Это может выражаться в сглаживании неоднородностей состава и образовании выделений другой фазы, во взаимодействии с окружающей атмосферой, созданной для очистки металла или придания ему заданных поверхностных свойств. Изменения того и другого вида могут происходить одновременно. См. МЕТАЛЛОВЕДЕНИЕ ФИЗИЧЕСКОЕ.
Снятие напряжений.
Деформация в холодном состоянии повышает твердость и хрупкость большинства металлов. Иногда такое «деформационное упрочнение» желательно. Цветным металлам и их сплавам обычно придают ту или иную степень твердости холодной прокаткой. Малоуглеродистые стали тоже часто упрочняют холодным деформированием. Высокоуглеродистые стали, доведенные холодной прокаткой или холодным волочением до повышенной прочности, необходимой, например, для изготовления пружин, обычно подвергают отжигу для снятия напряжений – нагревают до сравнительно низкой температуры, при которой материал остается почти столь же твердым, как и раньше, но в нем исчезают неоднородности распределения внутренних напряжений. Благодаря этому ослабевает тенденция к растрескиванию, особенно в коррозионных средах. Такое снятие напряжений происходит, как правило, за счет локального пластического течения в материале, не приводящего к изменениям общей структуры.
Рекристаллизация.
При разных методах обработки металлов давлением нередко требуется сильно изменять форму заготовки. Если формообразование должно проводиться в холодном состоянии (что часто диктуется практическими соображениями), то приходится разбивать процесс на ряд ступеней, в промежутках между ними проводя рекристаллизацию. После первой ступени деформации, когда материал упрочнен настолько, что дальнейшее деформирование может привести к разрушению, заготовку нагревают до температуры, превышающей температуру отжига для снятия напряжений, и выдерживают для рекристаллизации. Благодаря быстрой диффузии при такой температуре за счет атомной перестройки возникает совершенно новая структура. Внутри зеренной структуры деформированного материала начинают расти новые зерна, которые с течением времени полностью ее заменяют. Сначала образуются мелкие новые зерна в местах наибольшего нарушения старой структуры, а именно на старых границах зерен. При дальнейшем отжиге атомы деформированной структуры перестраиваются так, что тоже становятся частью новых зерен, которые растут и в конце концов поглощают всю старую структуру. Заготовка сохраняет прежнюю форму, но она теперь – из мягкого, ненапряженного материала, который может быть подвергнут новому циклу деформирования. Такой процесс можно повторять несколько раз, если этого требует заданная степень деформирования.
Холодная обработка – это деформирование при температуре, слишком низкой для рекристаллизации. Для большинства металлов данному определению соответствует комнатная температура. Если деформирование производится при достаточно высокой температуре, так что рекристаллизация успевает следовать за деформированием материала, то такая обработка называется горячей. Пока температура остается достаточно высокой, его можно сколь угодно сильно деформировать. Горячее состояние металла определяется, в первую очередь, тем, насколько его температура близка к точке плавления. Высокая ковкость свинца означает, что он легко рекристаллизуется, т.е. его «горячую» обработку можно проводить при комнатной температуре.
Контроль текстуры.
Физические свойства зерна, вообще говоря, неодинаковы в разных направлениях, так как каждое зерно – это монокристалл с собственной кристаллической структурой. Свойства металлического образца представляют собой результат усреднения по всем зернам. В случае беспорядочной ориентации зерен общие физические свойства одинаковы во всех направлениях. Если же некоторые кристаллические плоскости или атомные ряды большинства зерен параллельны, то свойства образца становятся «анизотропными», т.е. зависящими от направления. В этом случае у чашечки, полученной глубоким выдавливанием из круглой пластинки, будут «язычки», или «фестоны», на верхней кромке, объясняющиеся тем, что в одних направлениях материал деформируется легче, чем в других. При механическом формообразовании анизотропия физических свойств, как правило, нежелательна. Но в листах магнитных материалов для трансформаторов и других устройств очень желательно, чтобы направление легкого намагничения, которое в монокристаллах определяется кристаллической структурой, во всех зернах совпадало с заданным направлением магнитного потока. Таким образом, «предпочтительная ориентация» (текстура) может быть желательна или нежелательна в зависимости от назначения материала. Вообще говоря, при рекристаллизации материала его предпочтительная ориентация меняется. Характер этой ориентации зависит от состава и чистоты материала, от вида и степени холодной деформации, а также от длительности и температуры отжига.
Контроль размера зерен.
Физические свойства металлического образца в значительной мере определяются средним размером зерен. Наилучшим механическим свойствам почти всегда соответствует мелкозернистая структура. Уменьшение размера зерна часто является одной из целей термической обработки (а также плавления и литья). При повышении температуры ускоряется диффузия, а потому средний размер зерна увеличивается. Границы зерен смещаются так, что более крупные зерна растут за счет мелких, которые, в конце концов, исчезают. Поэтому завершающие процессы горячей обработки обычно проводят при возможно более низкой температуре, чтобы были минимальны размеры зерен. Часто специально предусматривают низкотемпературную горячую обработку, в основном для уменьшения размеров зерен, хотя того же результата можно достичь холодной обработкой с последующей рекристаллизацией.
Гомогенизация.
Процессы, о которых говорилось выше, протекают и в чистых металлах, и в сплавах. Но существует ряд других процессов, которые возможны лишь в металлических материалах, содержащих два или большее число компонентов. Так, например, в отливке сплава почти наверняка будут неоднородности химического состава, что определяется неравномерным процессом затвердевания. В затвердевающем сплаве состав твердой фазы, образующейся в каждый данный момент, не таков, как в жидкой, находящейся с ней в равновесии. Следовательно, состав твердого вещества, возникшего в начальный момент затвердевания, будет иным, нежели в конце затвердевания, а это и ведет к пространственной неоднородности состава в микроскопическом масштабе. Такая неоднородность устраняется простым нагреванием, особенно в сочетании с механическим деформированием.
Очистка.
Хотя чистота металла определяется в первую очередь условиями плавления и литья, очистка металла часто достигается термической обработкой в твердом состоянии. Примеси, содержащиеся в металле, реагируют на его поверхности с атмосферой, в которой он нагревается; так, атмосфера водорода или другого восстановителя может превратить значительную часть оксидов в чистый металл. Глубина такой очистки зависит от способности примесей диффундировать из объема на поверхность, а поэтому определяется длительностью и температурой термической обработки.
Выделение вторичных фаз.
В основе большинства режимов термической обработки сплавов лежит один важный эффект. Он связан с тем, что растворимость в твердом состоянии компонентов сплава зависит от температуры. В отличие от чистого металла, в котором все атомы одинаковы, в двухкомпонентном, например твердом, растворе имеются атомы двух разных сортов, случайно распределенные по узлам кристаллической решетки. Если увеличивать количество атомов второго сорта, то можно достичь состояния, когда они не смогут просто замещать атомы первого сорта. Если количество второго компонента превышает этот предел растворимости в твердом состоянии, в равновесной структуре сплава появляются включения второй фазы, отличающиеся по составу и структуре от исходных зерен и обычно разбросанные между ними в виде отдельных частиц. Такие частицы второй фазы могут оказывать сильное влияние на физические свойства материала, что зависит от их размера, формы и распределения. Эти факторы можно изменять термической обработкой.
Растворимость в твердом состоянии обычно увеличивается с повышением температуры, как показано на рис. 1. Здесь видно, что при равновесных условиях материал, который по своему составу и температуре лежит слева от кривой, существует в виде одной фазы – твердого раствора. Справа же от кривой состав и температура соответствуют структуре, содержащей вторую фазу, каким-то образом диспергированную в первой. Если состав сплава определяется абсциссой X0 , то его равновесная структура может быть либо однофазной, либо двухфазной в зависимости от температуры. График, по осям которого откладываются состав и температура, показывающий фазы в равновесных условиях, называется фазовой диаграммой или диаграммой состояний. Следует иметь в виду, что такая диаграмма (график рис. 1 лишь часть ее) иллюстрирует структуры, которые могут существовать лишь в равновесных условиях, а при низких температурах для достижения равновесия требуется много времени. Если сплав состава X0 поддерживать при температуре T1 , то в конце концов он станет однофазным твердым раствором. Вторая фаза, присутствовавшая в нем первоначально, исчезнет вследствие диффузии ее атомов, которые станут частью твердого раствора. Такая обработка называется термической обработкой на твердый раствор. Если после этого медленно охлаждать материал, то при температуре T0 начнут возникать частицы второй фазы, которые будут расти при дальнейшем понижении температуры. Это приведет к тому, что образуется небольшое количество довольно крупных частиц, наличие которых будет сказываться, например, на механических свойствах. Однако процесс выделения второй фазы можно проводить иначе. Если твердый раствор, соответствующий температуре T1 , достаточно быстро охладить до комнатной температуры, то сохранится однофазный твердый раствор. Хотя его равновесная структура должна быть двухфазной, скорость диффузии при комнатной температуре столь мала, что структуру твердого раствора можно считать практически стабильной. Если же теперь материал нагреть до температуры, не выходящей за пределы двухфазной области, но обеспечивающей быструю диффузию, то можно вызвать выделение второй фазы в высокодисперсной форме. Такую обработку часто называют старением раствора. Выбирая нужную длительность и температуру старения, можно контролировать размеры зерна, что позволяет добиться дисперсности частиц, существенно повышающей прочность материала.
Таким способом можно упрочнять многие практически полезные сплавы, например, серебряный припой «стерлинг», содержащий несколько процентов меди. Важным примером могут служить алюминиевые сплавы, содержащие несколько процентов меди и составляющие основу дюралюмина. Упрочняющим старением таких сплавов достигается очень высокое отношение предела прочности к весу. Особенно интересно то, что их упрочняющее старение в какой-то мере может происходить за счет диффузии при комнатной температуре. После термической обработки на твердый раствор и закалки до комнатной температуры прочность таких сплавов постепенно увеличивается в 2 раза на протяжении нескольких дней вследствие выделения второй фазы, происходящего при комнатной температуре. Чтобы сохранить состояние твердого раствора, материал приходится хранить при пониженной температуре. Например, дюралюминовая заклепка, выдерживаемая в сухом льду после термической обработки на твердый раствор, остается мягкой до установки на место, а затем за несколько дней сама по себе упрочняется при комнатной температуре.
Другой интересный пример – сплавы «алнико» (на железной основе, содержащие алюминий, никель и кобальт) для постоянных магнитов. Чтобы такой сплав приобрел магнитные свойства, оптимальные для постоянных магнитов, его после термической обработки на твердый раствор подвергают закалке и старению при условиях, обеспечивающих определенные размеры, форму и распределение частиц вторичных фаз. Для повышения эффективности старение проводят в магнитном поле.
Кинетика и закалка.
Фазовую диаграмму, представленную на рис. 1 и показывающую фазовую структуру, которой будет обладать сплав, когда достигнет равновесного состояния, следует дополнить данными о скорости его приближения к такому состоянию. На графике рис. 2 по вертикальной оси тоже откладывается температура, но по горизонтальной – не состав, а время. Кривая этого графика, имеющая С-образную форму, описывает поведение сплава, состав которого соответствует точке X0, T0 на рис. 1. Если образец состава X0 выдержать при температуре выше T0 до завершения обработки на твердый раствор, а затем закалить до более низкой температуры, скажем T2, то после некоторого периода «ожидания» начнут возникать частицы выделившейся второй фазы и их количество будет расти, пока не будет достигнут равновесный уровень, отвечающий этой температуре. Кривая рис. 2 показывает время, необходимое при разных температурах для того, чтобы началось такое фазовое превращение в сплаве, первоначально подвергнутом термической обработке на твердый раствор. Аналогичную С-образную форму имеют кривые, показывающие время, необходимое для полного превращения или для достижения некоторого промежуточного состояния. Форма кривой указывает на то, что скорость превращения нарастает до максимума при некоторой температуре Tm, лежащей значительно ниже T0, а затем снова уменьшается. Это объясняется совместным действием двух противоположных эффектов. При температурах выше T0 стабильной фазой является твердый раствор, и он будет существовать как угодно долго. Если же его охладить до температуры, несколько меньшей T0, то, как явствует из фазовой диаграммы (рис. 1), должно образоваться некоторое количество второй фазы. Но С-образная кривая свидетельствует, что для этого потребуется очень много времени. Дело в том, что в данном случае мала степень охлаждения, т.е. разность температуры T0 и фактической температуры, а именно эта разность является движущей силой процесса перехода к термодинамическому равновесию. Чем больше охлаждение, тем больше движущая сила и тем быстрее движется система к равновесию, на что указывает крутой загиб книзу в левой части С-образной кривой. Однако чем больше понижается температура, тем меньше становится скорость диффузии. Ниже температуры Tm движущая сила продолжает увеличиваться, но подвижность атомов настолько уменьшается, что время, необходимое для превращения, снова начинает увеличиваться и в конце концов становится практически бесконечно большим.
Цель закалки металла после термической обработки на твердый раствор в том, чтобы очень быстро, не дав времени на превращение, охладить его ниже точки Tm до температуры T3, при которой скорость превращения ничтожно мала. Максимально возможная скорость закалки металлического образца (или изделия) определяется скоростью отвода тепла с его поверхности, а также его размерами и коэффициентом теплопроводности. Первый фактор ограничивается кипением закалочной среды (по большей части воды или соляного раствора) и, попросту говоря, всегда одинаков. Поэтому предельные размеры детали, которая может быть закалена без фазового превращения, зависят от теплопроводности ее материала, так как именно теплопроводностью определяется скорость охлаждения в объеме детали, даже если считать бесконечно большой скорость отвода тепла с ее поверхности.
Институт металлургии и химии
Термическая обработка металлов и сплавов. Курс лекций.
Направления: 651300 – металлургия;
Специальности: 150101 – металлургия черных металлов;
150106 – обработка металлов давлением;
140104 – промышленная теплоэнергетика
Учебно-методическое пособие «Курс лекций по дисциплине «Термическая обработка металлов и сплавов»»: – Череповец: ГОУ ВПО ЧГУ, 2006. – 75 с.
Рассмотрено на заседании кафедры металлургических технологий, протокол № ___ от «___»________2006 г.
Одобрено редакционно-издательской комиссией Института металлургии и химии ГОУ ВПО ЧГУ, протокол № ____ от «____»_______ г.
Составитель: Г.С. Козлов – канд. техн. наук, доцент
Н.А. Злокина – старший преподаватель
Рецензенты: В.В. Ермилов – канд. техн. наук, доцент (ГОУ ВПО ЧГУ); С.Н. Сумин – канд. техн. наук, доцент (ГОУ ВПО ЧГУ)
Научный редактор: З.К. Кабаков – д-р техн. наук, профессор
ГОУ ВПО Череповецкий государствен-
ный университет, 2006
Введение
Термическая обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов с целью получения заданных свойств за счет изменения внутреннего строения и структуры без изменения внешней формы изделий.
Термическая обработка является одним из наиболее распространенных в современной технике способов получения заданных свойств металла. Термическая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием и др., либо как окончательная операция технологического процесса, обеспечивающая заданных уровень физико-механических свойств детали.
Повышение прочности и долговечности деталей зависит от качества термической обработки. Поэтому, не изучив основных свойств стали, не ознакомившись с теми превращениями, которые совершаются в ней при нагреве и охлаждении, невозможно правильно выбрать и сознательно выполнить режим термической обработки.
Диаграмма состояния Fe – C дает представление о фазовых и структурных превращениях в условии равновесия, т.е. при очень малой степени переохлаждения (перенагрева). Повышенные скорости охлаждения тормозят диффузионные процессы, а при больших степенях переохлаждения они полностью прекращаются. Поэтому состав и строение фаз и структурных составляющих, образующихся при термической обработке в процессе высоких скоростей охлаждения, значительно отличаются от равновесных. Вследствие этого изменяются и свойства сплавов железа. В основах теории термической обработки лежат фазовые превращения, протекающие в неравновесных условиях. Поэтому ниже рассматривается влияние температуры и времени превращения, т.е. влияние кинетики, на структуру и свойства сплавов на железной основе.
1. Виды термической обработки стали
В металловедении принято обозначать критические точки стали буквой А по начальной букве французского слова arret - остановка. Критические точки А1 лежат на линии PSK (727 °С) диаграммы железо - углерод и соответствуют превращению перлита в аустенит Критические точки А2 находятся на линии МО (768 °С), характеризующей магнитное превращение феррита. А3 соответствует линиям GS и SE. На линии GS начинается выделение феррита из аустенита при охлаждении или завершается превращение феррита в аустенит при нагреве. На линии SE начинается выделение вторичного цементита из аустенита при охлаждении или заканчивается его растворение в аустените при нагреве.
В следствие теплового гистерезиса превращения при нагреве и охлаждении проходят при разных температурах. Поэтому для обозначения критических точек при нагреве и охлаждении вводят дополнительные индексы: букву «с» в случае нагрева и «г» в случае охлаждения, например Ас1, Ас3, Аr1, Ar3.
Различают три основных вида термической обработки металлов: собственно термическую обработку, химико-термическую и термомеханическую обработки. Собственно термическая обработка предусматривает только температурное воздействие на металл. При химико-термической обработке (ХТО) в результате взаимодействия с окружающей средой при нагреве меняется состав поверхностного слоя металла и происходит его насыщение различными химическими элементами. Термомеханическая обработка (ТМО) предусматривает изменение структуры металла за счет как термического, так и деформационного воздействия. При ТМО наклеп оказывает влияние на кинетику фазовых и структурных превращений, сопровождающих термообработку. Собственно термическая обработка включает в себя отжиг, нормализацию, закалку, отпуск и старение.
Термическая обработка, заключающаяся в нагреве металла, находящегося в результате каких-либо предшествующих воздействий в неравновесном состоянии и приводящая его в более равновесное, называется отжигом. Охлаждение после отжига выше критических точек производится с печью.
Нагрев при отжиге может производиться ниже или выше температур фазовых превращений в зависимости от целей отжига.
Отжиг, при котором нагрев и выдержка металла производится с целью приведения его в устойчивое состояние за счет снятия напряжений, уменьшения искажений кристаллической решетки, диффузии атомов, рекристаллизации, называется отжигом первого рода, так как отжиг этого типа не связан с превращениями в твердом состоянии, он возможен для любых металлов и сплавов.
Отжиг, при котором нагрев производится выше температур фазовых превращений с последующим медленным охлаждением для получения структурно равновесного состояния, называется отжигом второго рода или перекристаллизацией.
Если после нагрева выше температур фазовых превращений охлаждение ведется не в печи, а на воздухе, имеет место нормализация, являющаяся переходной ступенью от отжига к закалке.
Различают два вида закалки: с полиморфным превращением и без него.
Термическая обработка, заключающаяся в нагреве выше температур фазовых превращений с последующим быстрым охлаждением для получения структурно неравновесного состояния, называется закалкой с полиморфным превращением. Этот вид закалки характерен для сплавов железа с углеродом. После закалки в сплаве сохраняется структура пересыщенного твердого раствора или структура, состоящая из продуктов превращения твердого раствора разной степени дисперсности.
При медленном охлаждении стали при прохождении критической точки Аr1 аустенит распадается на ферритно-цементитную смесь: А Ф + Ц. С ростом скорости охлаждения превращение происходит при все более низких температурах. При достаточно большой скорости охлаждения распад аустенита может не произойти и аустенит, т. е. твердый раствор углерода в Fe, превратится в мартенсит - пересыщенный твердый раствор углерода в Feα.
Состояние закаленного сплава характеризуется особой неустойчивостью. Процессы, приближающие его к равновесному состоянию, могут идти даже при комнатной температуре и резко ускоряются при нагреве.
Термическая обработки, представляющая нагрев закаленного сплава ниже температур фазовых превращений (ниже Ас1) для приближения его к структуре более устойчивому состоянию, называется отпуском.
Закалка без полиморфного превращения состоит из нагрева до температур растворения избыточной фазы и получения однородного твердого раствора с быстрым охлаждением для фиксации пересыщенного твердого раствора и получения структурно неустойчивого состояния.
Между отпуском и отжигом 1 рода много общего. Разница в том, что отпуск - всегда вторичная операция после закалки.
Самопроизвольный отпуск, происходящий после закалки без полиморфного превращения, в результате длительной выдержки при комнатной температуре, или отпуск при сравнительно небольшом подогреве называется старением. Старение также приближает состояние сплава к более устойчивому.
Принято различать первичную и вторичную термическую обработку. Целью первичной термической обработки, чаще всего отжига или нормализации, является подготовка структуры сплава к последующим операциям пластической, механической и окончательной термической обработки. Назначением вторичной термической обработки является получение окончательной структуры и необходимых физико-механических свойств сплава.
Основными структурами стали, переход которых из одной в другую характеризует основные превращения, являются:
1. Аустенит А - твердый раствор углерода в -железе.
2. Мартенсит М — пересыщенный твердый раствор углерода в α-железе.
3. Перлит П — эвтектоидная смесь феррита и цементита Ф + Fe3C.
Что такое термическая обработка металлов? Методы и преимущества

Термическая обработка - это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка - это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств - электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
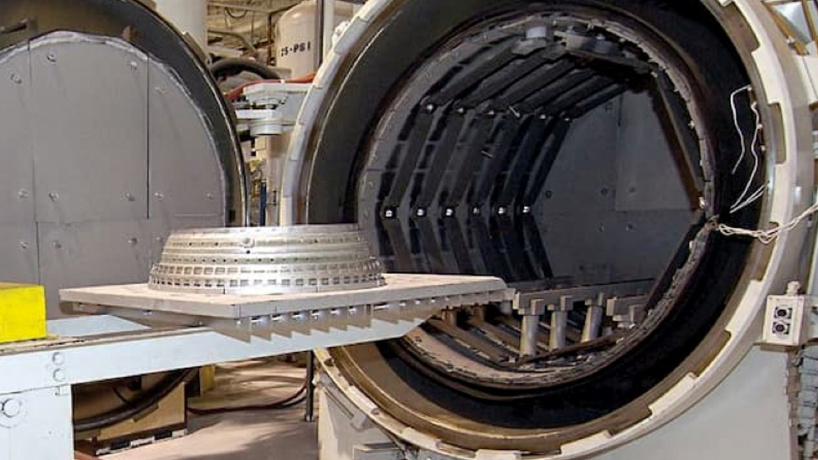
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух - медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
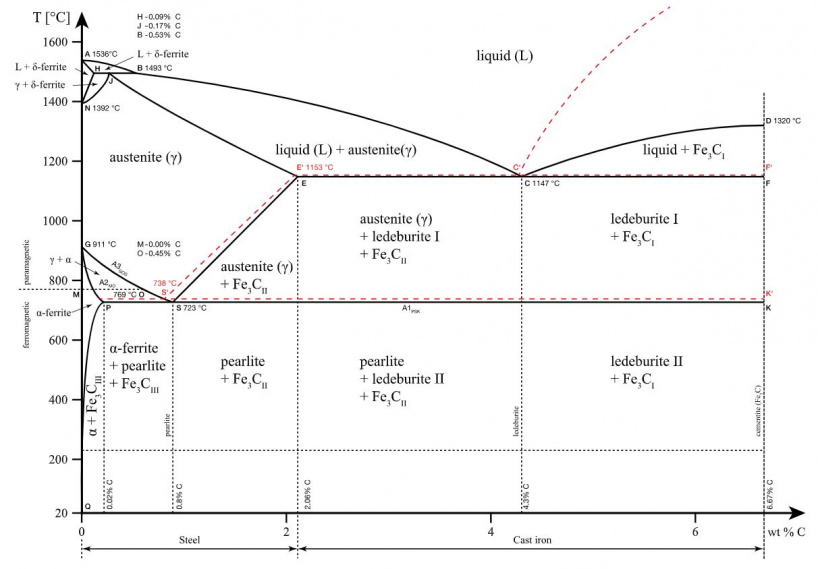
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y - температуру.
Обратите внимание, что 2,14% углерода - это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг;
- Нормализация;
- Закаливание;
- Старение;
- Снятие напряжения;
- Темперирование;
- Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация - это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки - закалка - используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение - это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
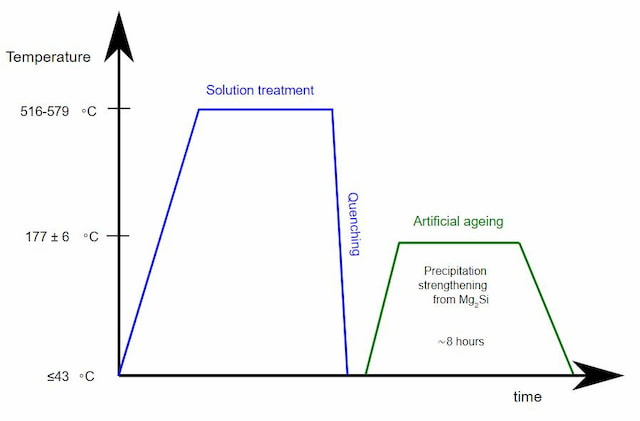
График старения алюминия 6061
Старение или дисперсионное твердение - это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск - это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов - это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия - это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Что такое термическая обработка металлов и сплавов
Для изменения эксплуатационных свойств металлов используется метод термической обработки. Он позволяет повлиять на структуру исходного сырья с последующей корректировкой начальных характеристик. Под воздействием высокой температуры улучшается степень обрабатываемости заготовок и снимается остаточное напряжение с деталей.

Обработка металла.
Историческая справка
Первые упоминания о термической обработке металлов появились в далеком прошлом. В Средневековье кузнецы отправляли заготовки для оружия в специальные печи, а затем остужали их водой.
В XIX в. появились первые технологии обработки чугуна. Для этого исходное сырье погружалось в резервуар со льдом, поверх которого высыпался сахар.
После этого начинался цикл равномерного разогрева, который занимал до 20 часов. Дальше разогретый металл подвергался ковке с получением требуемой формы.
В середине XIX в. металлург из Российской империи Д.К. Чернов опубликовал статью, в которой указал, что при нагревании металлических сплавов происходит изменение их технических характеристик. Ему присвоили звание автора новой науки — материаловедения.
Назначение термической обработки
Изделия для оборудования и коммуникационные узлы, выполненные из металла, часто оказываются под воздействием больших нагрузок. Кроме этого, они могут эксплуатироваться в условиях критических температур, которые негативно сказываются на рабочих свойствах.
С целью защиты деталей от быстрого износа, повышения их надежности и долговечности применяется цикл термической обработки.
В процессе нагрева и после него химический состав материала не меняется, при этом эксплуатационные свойства становятся другими. Такая процедура увеличивает устойчивость заготовки к коррозии, износу и разрушению от механических нагрузок.
Принципы термообработки
Термообработка подразумевает фазовые изменения внутренней структуры материала при подогреве или охлаждении.
Вся процедура включает в себя такие этапы:
- Нагрев, который влияет на структуру кристаллической решетки заготовки.
- Охлаждение, позволяющее зафиксировать изменения, которые были достигнуты во время предыдущего этапа.
- Отпуск, устраняющий напряжение и выравнивающий готовую структуру.
Ключевой особенностью термической обработки стальных изделий является то, что под воздействием температуры в 727 °C они приобретают форму аустенита — твердого расплава. В таком состоянии атомы углерода начинают проникать внутрь структурных ячеек железа, формируя равномерное соединение.
При постепенном охлаждении материал возвращается к прежнему состоянию, а при интенсивном — остается в виде аустенита или прочей структуры.
В зависимости от технологии охлаждения и последующего отпуска определяются конечные свойства закаленного металла. В данном случае применяется принцип: чем быстрее охлаждается исходное сырье, тем выше твердость и хрупкость готового продукта.
Термообработка является незаменимым технологическим процессом при работе со сплавами железа и углерода. Для примера, чтобы сформировать ковкую чугунную основу, нужно выполнить термическую обработку белого чугуна.

График термической обработки.
Ключевые преимущества
При производстве деталей для продолжительной эксплуатации термообработка является обязательным этапом.
Популярность технологии обусловлена ее следующими преимуществами:
- Улучшение устойчивости к износу металлической заготовки.
- Увеличение срока эксплуатации готовых изделий и снижение количества брака.
- Повышение коррозийной стойкости.
Обработанные конструкции справляются с большими нагрузками, а срок их службы увеличивается в несколько раз.
Чередование циклов подогрева и охлаждения положительно сказывается на твердости, износостойкости и ударной вязкости. Также подобная процедура позволяет вносить структурные изменения в поверхностном слое или оказывать воздействие на часть заготовки.
Совмещение термообработки и горячей обработки под давлением повышает твердость материала намного лучше, чем нагартовка или закалка.
Оборудование для проведения работ дешевле, чем установки механообрабатывающих и литейных предприятий.
Параметры твердости и ее показатели
Твердость является важной характеристикой для оценки технических характеристик материала и деталей на его основе. С учетом этого параметра вычисляется прочность, обрабатываемость и износостойкость конечной продукции.
В металлургии используются несколько вариантов проверки твердости:
- По Роквеллу. Наиболее быстрый автоматизированный способ испытаний. Для определения твердости применяется специальное приспособление со сферической или конической конфигурацией, которое изготовляется из сверхпрочных материалов, например алмаза или твердого сплава. Под воздействием давления от инструмента проверяется глубина проникновения.
- По Бриннелю. Технология распространена при диагностике конструкций с низкой и средней твердостью. Она подразумевает выбор закаленного стального шарика. Финальные показатели определяются прикладываемым усилием, диаметром шарика и конечного отпечатка.
- По Виккерсу. Метод одинаково эффективен при любой твердости металла. Его применяют при обработке заготовок, прошедших термическую и химическую обработки. В качестве приспособления для оценки показателей используют алмазную пирамиду с углом 136°.
Классификация и виды термической обработки
В металлургической отрасли распространено несколько методов обработки стали.
- Технический.
- Термомеханический.
- Химико-термический.
Каждый вариант представлен несколькими разновидностями.
Отжиг
Принцип сводится к нагреву материала до заданной температуры, удерживанию в таком режиме в течение нужного времени и последующему охлаждению до комнатных показателей.
В большинстве случаев отжиг применяется для:
- Улучшения механических свойств металла.
- Получения однородной консистенции материала.
- Повышения пластичности и степени сопротивляемости.
- Уменьшения внутреннего сопротивления заготовки.
В зависимости от специфики проведения работ отжиг бывает изотермическим, полным или неполным, диффузионным и т.д.
Цикл полного отжига позволяет улучшить технические характеристики исходного сырья для последующей обработки. В таком варианте изделие разогревается до критической температуры, а затем постепенно охлаждается.
Неполный отжиг подразумевает получение более пластичного и мягкого материала. Его осуществляют при температуре до 770°C.
Цикл охлаждения разделен на 2 этапа:
- В специальной печи.
- На открытом пространстве.
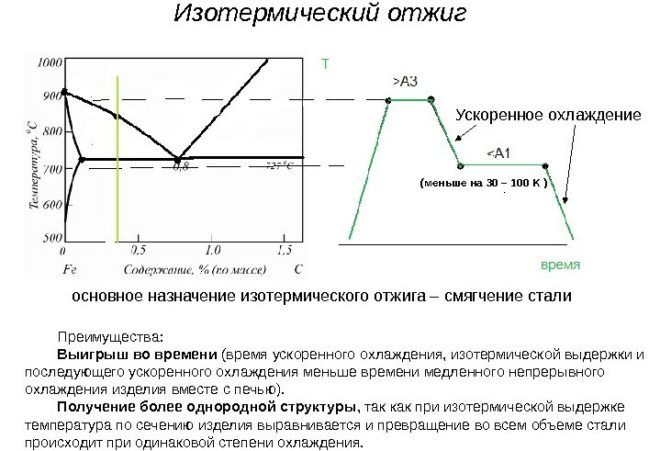
Изотермический отжиг популярен при подготовке сталей с высоким содержанием хрома. Технология позволяет уменьшить затраты времени на производство, т.к. она проводится с использованием ускоренного охлаждения.

Процесс отжига металла.
Отпуск
В зависимости от интенсивности нагрева разделяется на 2 типа:
В первом случае изделие подвергается нагреву до 120-200°C. С помощью технологии можно производить детали и инструменты с ювелирной точностью. После разогрева сырье удерживается в таком состоянии в течение заданного промежутка времени, а затем охлаждается естественным путем.
Под воздействием такой обработки сталь не только удерживает первичную твердость, но и становится более прочной. Это обусловлено разрушением отдельных остаточных компонентов.
В некоторых случаях измерительное оборудование и различные механизмы производят при температуре до 160°C. Подобная обработка получила название «искусственное старение».
При высоком отпуске заготовку нагревают до температуры 350-600°C. Цикл охлаждения выполняется на открытом воздухе. Технология популярна при подготовке углеродистой стали.

Отпуск металла.
Нормализация
С помощью нормализации можно сформировать мелкозернистую структуру. При обработке сталей с низким содержанием углерода получается феррито-перлитная структура, легированных — сорбитоподобная. Степень твердости конечного изделия достигает 300 НВ.
Процессу нормализации можно подвергать горячекатанные стали. Это приводит к увеличению сопротивления излому, прочностных свойств и вязкости.

Нормализация стали.
Закалка
Используется нагрев исходного сырья до критических значений. Охлаждение выполняется принудительным путем, а не постепенно. Для этой процедуры подходит сжатый воздух, водяной туман или жидкая закалочная среда. Помимо повышения прочностных свойств, металл становится менее эластичным и вязким.
Закалка может проводиться с использованием нескольких способов:
- Одной среды. Технология отличается простотой, но имеет ряд ограничений по типу исходного сырья. Она подразумевает быстрое охлаждение для получения неравномерности температур. Метод не подходит для обработки высокоуглеродистых металлов, т.к. они подвергаются разрушению при агрессивном тепловом воздействии.
- Многоступенчатой закалки. Изначально материал подвергается термообработке, а после нагрева — перемещению в соляную ванну. Когда температурный режим нормализуется, заготовку охлаждают с помощью воздуха, тумана или масла.
- Светлой закалки. Этот вариант подразумевает выдерживание металла в соляной ванне с включением хлористого натрия. Затем деталь остужается в резервуаре с едким калием и натрием.
Криогенное воздействие
Метод сводится к охлаждению стали до критически низких температур, после чего кристаллическая решетка подвергается тем же изменениям, что и при закалке на мартенсит.
Заготовку помещают в емкость с жидким азотом, имеющим температуру -195°C и удерживают там нужный промежуток времени (точный интервал определяется маркой стали и массой конструкции).
Затем деталь помещается в условия комнатной температуры, где разогревается естественным путем. Подобный цикл способствует повышению прочности и твердости. Кроме этого, изделие менее подвергается износу и становится долговечным.

Заморозка металла.
Химико-термическая
Метод совмещает несколько технологий и придает материалу твердость, прочность, вязкость и эластичность.
Вся процедура состоит из 3 этапов:
- Диссоциация.
- Адсорбция.
- Диффузия.
Величину диффузионного слоя определяют с учетом температуры и временного промежутка выдержки материала.
Среды, в которые погружается заготовка, бывают жидкими, твердыми и газовыми. Наиболее часто используется последний вариант, что обусловлено повышенной интенсивностью его нагрева.

Химико-термическая обработка металлов.
Термомеханическое воздействие
Под механическим давлением посредством нагартовки материал уплотняется и становится прочным. Эта особенность востребована при подготовке изделий комбинированным путем — с использованием горячей прокатки, волочения или штамповки.
Если нагартованный металл мгновенно погрузить в охлаждающую среду, его структура не успеет поменять свои свойства, а твердость будет повышена путем закалки.
Существуют 2 технологии термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
В 2 случаях нужно проводить повторную термообработку с отпуском в температуре 200-300°C.
Особенности термообработки цветных сплавов
Работая с цветными металлами, важно учитывать специфику строения их кристаллических решеток, степень теплопроводности и химическую активность в отношении водорода и кислорода.
Так, у металлургов не возникает сложностей при обработке сплавов алюминия или меди. А теплопроводность титана в 15 раз ниже, чем у алюминиевых заготовок.
При подготовке конструкций из деформируемых сплавов алюминия нужно придерживаться заданной температуры в пределах 450-500°C.
Оборудование, используемое для термообработки
В металлургической отрасли применяют разные типы специализированного оборудования.
Среди самых популярных:
- Шахтные печи.
- Камерные печи.
- Печи с выдвижным подом.
Антикоррозионная обработка изделий
После завершения цикла термической обработки необходимо защитить изделие от коррозийных процессов. Для этого нужно погрузить очищенные, промытые и просушенные заготовки на 5 минут в раствор нитрита 20-30% концентрации, а затем завернуть в пропитанную этим средством бумагу. В таком состоянии детали можно оставить на длительное время.
Термическая обработка металла
Термическая обработка металла, сплава, стали Все свойства любого сплава зависят от его структуры. Основной способ, который позволяет изменять эту структуру и является термическая обработка. Её основы разработал Чернов Д.К., а в дальнейшем его работы поддержали Бочвара А.А., Курдюмова Г.В., Гуляева А.П. Термическая обработка металла и сплава — это последовательность операций таких как: нагрев, выдержка и охлаждение, которые выполняются в определённой последовательности и при определённом режиме, чтобы изменить внутреннее строение сплава и получения нужных свойств, при этом химический состав металла не изменяется
Отжиг. Это нагрев металла до высокой температуры, а потом происходит медленное охлаждение. Отжиг бывает разного вида — все зависит от температурного режима нагрева и скорости охлаждения. Закалка. Термообработка стали, сплавов, металла, которая основана на перекристаллизации стали при нагреве выше критической температуры. После выдержки стали при такой температуре следует очень быстрое охлаждение. Такая сталь бывает неравновесной структуры и поэтому после закалки следует — отпуск. Отпуск. Проводится после закалки, чтобы уменьшить или снять остаточное напряжение в стали и сплавах, повысить вязкость, уменьшить твёрдость и хрупкость металла. Нормализация. Она похожа на отжиг, различие только в том, что нормализация металла происходит на воздухе, а отжиг — в печи. Нагрев заготовки Эта операция очень ответственная. От её правильного проведения зависит, во-первых — качество изделия, а во-вторых — производительность труда. Необходимо знать, что при нагреве металл меняет структуру, свойства и все характеристики поверхностного слоя. Так как при взаимодействии стали или сплава с воздухом происходит окисление железа и на поверхности образуется окалина. Толщина окалины зависит от того — какой химический состав металла, какая была температура и время его нагрева. Сталь начинает интенсивно окисляться при нагреве больше 900 градусов, потом окисляемость увеличивается в два раза — при нагреве 1000 градусов С, а при температуре 1200 градусов С — в 5 раз. Какое бывает окисление у разных сталей? Хромоникелевая сталь — её называют жаростойкой потому, что она практически не поддаётся окислению. Легированная сталь — у неё образуется плотный, но тонкий слой окалины, который защищает от дальнейшего окисления и не даёт растрескиваться при ковке. Углеродистая сталь — она теряет около 2–4 мм углерода с поверхности при нагреве. Это для металла очень плохо, так как он теряет прочность, твёрдость и сталь ухудшается в закаливании. А особенно очень пагубным является обезуглероживание для ковки небольших деталей с последующей закалкой. Чтобы не было трещин на высоколегированной и высокоуглеродистой стали, их надо нагревать медленно. Обязательно нужно обращаться к диаграмме «железо-углерод», где определена температура для начала и конца ковки. Делать это надо для того, чтобы металл при нагреве не приобретал крупнозернистую структуру и не снижалась его пластичность. Но перегрев заготовки можно исправить методом термообработки, но для этого нужно дополнительная энергия и время. Если металл нагреть до ещё большей температуры, то это приведёт к пережогу, что дойдёт до того, что в металле нарушится связь между зёрнами и он полностью разрушится при ковке. Пережог Это самый неисправимый брак. При нагреве металла или сплава обязательно нужно следить за температурой, временем и конца нагрева. Окалина растёт, если увеличено время нагрева, а при быстром или интенсивном нагреве могут появиться трещины. Пережог сплава происходит вследствие диффузии кислорода на границах зёрен, где сразу образуются окислы, которые разъединяют зёрна при высокой температуре сплава и при этом сразу резко падает прочность. А пластичность в это время приходит к нулю. Этот брак сразу отправляется на переплавку. Какой бывает термообработка металла и сплавов Термическая обработка подразделяется на: термическую; термомеханическую; химикотермическую В термическую обработку входят основные виды — отжиг 1-го рода, отжиг 2-го рода, закалка и отпуск. Нормализация применяется не ко всем видам стали, все зависит от её степени легированности. У всех видов термической обработки разная температура нагрева, продолжительность выдержки при этой температуре и скорость охлаждения после окончания выдержки. 1-ый род отжига — это диффузионный отжиг, отжиг для снятия напряжений. 2-ой род отжига подразделяется на неполный, полный, изотермический отжиг, сфероидезацию, нормализацию. Закалка применяется для того, чтобы изделия были твёрдые, прочные и износостойкие. Химикотермическая обработка Это такая термообработка стали, которая совокупляется с насыщением поверхности изделия — углеродом, азотом, алюминием, кремнием, хромом и др., которые образуют с железом твёрдые растворы замещения. Они более длительные и энергоёмкие, чем сталь насыщенная железом и углеродом, образующая с железом твёрдые растворы внедрения
Химико — термическая обработка при создании на поверхности изделий благоприятных остаточных напряжений сжатия увеличивает долговечность и надёжность изделия. Также она повышает коррозионную стойкость, твёрдость. Такая обработка предназначена для изменения в определённом слое состава стали. К таким методам относятся: цементация — при таком методе верхний слой стали обогащается углеродом. При этом получаются изделия с комбинированными свойствами — мягкая сердцевина и твёрдый поверхностный слой; азотирование — это обогащение поверхностного слоя азотом, чтобы была повышена коррозионная стойкость и усталостная прочность изделия; борирование — это насыщение поверхностных слоёв стали бором, при таком методе у изделия повышается износостойкость, особенно при трении и сухом скольжении. Кроме того при борировании исключается схватываемость или сваривание деталей в холодном состоянии. Детали после борирования делаются очень стойкими к кислоте и щелочи; алитирование — это насыщение стали алюминием. Делается это для того, чтобы придать стали стойкость к агрессивным газам — серному ангидриду, сероводороду; хромирование — насыщение хромом поверхностного слоя стали. Хромирование малоуглеродистых сталей почти совсем не влияет на их прочностные характеристики. Хромирование стали с более высоким содержанием хрома называется твёрдым хромированием, так как на поверхности деталей образуется карбид хрома, который имеет: высокую твёрдость окалиностойкость коррозионную стойкость повышенную износостойкость Криогенная обработка Это упрочняющая термическая обработка металла и сплавов при криогенных, очень низких температурах — ниже -153 градусов С. Ранее такая термическая обработка называлась «обработка холодом» или «термическая обработка металла при температуре ниже нуля». Но эти названия не совсем отображали всю суть криогенной обработки. Её суть заключается в следующем: обрабатываемые детали помещают в криогенный процессор, где происходит их медленное охлаждение, а потом выдерживают детали при температуре -196 градусов С определённое время. Затем они постепенно возвращаются опять к комнатной температуре. Когда идёт этот процесс, то в металле происходят структурные изменения. За счёт этого повышается износостойкость, циклическая прочность, коррозионная и эрозионная стойкости. Основные свойства, полученные при обработке, как холодное охлаждение, сохраняются на весь срок службы обрабатываемой детали и поэтому не требует повторной обработки. Конечно, криогенная технология не заменит методы термического упрочнения, а при обработке холодом придаст материалу новые свойства. Инструменты обработанные сверхнизкими температурами позволяют предприятиям сократить расходы потому, что: увеличивается износостойкость инструмента, деталей и механизмов; снижается количество брака; сокращаются затраты на ремонт и замену технологического оснащения и инструмента. Именно советские учёные позволили полноценно оценить эффект влияния обработки холодом на металл и сплав и положили начало для использования этого метода. В данное время метод криогенной обработки изделий широко применяется во всех отраслях промышленности. Машиностроение и металлообработка: увеличивает ресурс оборудования и инструмента до 300%; увеличивает износостойкость материала; увеличивает циклическую прочность; увеличивает коррозионную и эрозионную стойкость; снимает остаточное напряжение. Спецтехника и транспорт: увеличивает ресурс тормозных дисков на 250%; повышает эффективность работы тормозной системы; увеличивает циклическую прочность пружин подвески и других упругих элементов на 125%; увеличивает ресурс и мощность двигателя; снижает расходы на эксплуатацию транспортных средств. Оборонная промышленность: увеличивает живучесть стволов до 200%; уменьшает влияние нагрева стволов на результаты стрельбы; увеличивает ресурс узлов и механизмов. Добывающая и обрабатывающая промышленность: увеличивает стойкость породоразрушающего инструмента до 200%; уменьшает абразивный износ узлов и механизмов; увеличивает коррозионную и эрозийную стойкость оборудования; увеличивает ресурс промышленного и горнодобывающего оборудования. Аудиотехника и музыкальные инструменты: уменьшает искажение сигнала в проводниках; улучшает музыкальную деятельность, ясность и прозрачность звучания; расширяет диапазон звучания музыкальных инструментов. Криогенная обработка применяется практически во всех отраслях, где необходимо повысить ресурс, увеличить прочность и износостойкость, а также поднять производительность. Для чего нужна термическая обработка? Надёжность и долговечность металлических конструкций, оборудования, трубопроводов зависит от качества изготовления узлов, деталей, элементов из которых они состоят. Во время эксплуатации они подвергаются статистическим, динамическим и циклическим нагрузкам и влиянию агрессивных сред. Им приходится работать при низких и высоких температурах и находится в условиях быстрого износа. И поэтому эксплуатация любых металлоизделий напрямую зависит от износостойкости, прочности, термо- и коррозионной стойкости элементов из которых они состоят. Для того чтобы повысить все эти характеристики необходимо правильно подобрать материал для деталей, усовершенствовать их конструкцию, устранить неточности сборки, улучшить методы горячей и холодной обработки. Таким высоким требованиям редко отвечают материалы в состоянии поставки. Основная часть доставляемых конструкционных элементов нуждается в стабилизации эксплуатационных свойств, чтобы они не изменялись с течением времени. И чтобы повысить механические и физико-химические свойства металлических материалов, применяют термическую обработку. Это последовательность операций нагрева, выдержки и охлаждения металлов и сплавов. Её проводят для изменения структуры и свойств металлов и сплавов в направлении, которое было задано. Термообработка применяется для изменения структуры фазового состава и перераспределения компонентов, размера и формы кристаллических зёрен, видов дефектов, их количества и распределения. И это все позволяет достаточно легко получить требуемое свойство материала. Обязательно надо помнить, что свойства металла и сплавов зависит не только от не только от структуры, но и от химического состава, который образуется во время металлургического и литейного процесса. Задачей термической обработки является ликвидация внутреннего напряжения в металле и сплаве, улучшение механических и эксплуатационных свойств и другое
Термической обработке подвергается сталь, чугун, сплав на основе цветных металлов. Нужно знать, что материалам с одним химическим составом при проведении различных режимов термообработки можно получить несколько совершенно разных структур, которые будут обладать абсолютно разными свойствами. При улучшении механических свойств с помощью термической обработки можно использовать сплавы более простого состава. Допускаемые напряжения, уменьшение массы деталей и механизмов, повышение их надёжности и долговечности также можно достичь с помощью термической обработки. При малых затратах на термообработку результат её может оказывать огромное влияние на трудоёмкость и стоимость работ на смежных участках производства. Многие производители не проводят термическую обработку изделий, тем самым сокращают весь технологический процесс при изготовлении изделий. Иногда это оправдано, а иногда — нет. Всегда нужно не только тщательно продумывать весь процесс объёмной и местной термообработки, но и строго соблюдать их режимы, чтобы добиться оптимальных структур и высокого уровня физико-механических и эксплуатационных свойств в изделиях для обеспечения их надёжной и длительной работы
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Термический метод обработки металла
Основные свойства и качества металла определяются его структурой. Термическая обработка – наиболее распространенный способ воздействия на материал, который используется для изменения его структуры а, следовательно, и свойств. Как проводится термическая обработка стали и металлов – основные виды технологического процесса, и для каких целей используется этот вид обработки? Все эти знания можно получить, ознакомившись с основами технологии металлов – отрасли науки, изучающей приемы и способы создания и обработки металлических материалов.
Немного истории
Еще в древние времена мастера кузнецких дел использовали самые примитивные методы закалки. Для этого раскаленный кусок железа погружали в воду, масло или вино. Но время шло, и вместе с опытом развивались и способы закаливания металла.
В начале XIX века хрупкий чугун помещали в емкость со льдом и засыпали сахаром. После процесса нагревания продолжавшегося в течение 20 часов, чугун становился мягким и легко поддавался ковке.
Середина XIX века знаменательна тем, что русский изобретатель металлург Д. К. Чернов совершил выдающееся открытие. Он установил, что при смене температуры металл изменяет свои свойства.
Дмитрий Константинович Чернов стал основоположником науки изучающей свойства металлов – материаловедения.
В чем заключаются преимущества термообработки?
При проведении термической обработки улучшаются свойства металла, что очень ценно в масштабах современного промышленного производства. К основным преимуществам термообработки можно отнести:
- повышение износостойкости, а значит продление срока годности изделий из обработанного металла;
- значительное уменьшение процента бракованных изделий;
- экономия средств и ресурсов на производстве в результате повышения прочности и улучшения качественных характеристик деталей промышленного оборудования.
Суть термической обработки состоит в соблюдении определенной последовательности технологических операций по нагреву, выдержки и охлаждения металла.
Благодаря чему материалы приобретают иные физико-математические свойства за счет воздействия температур и изменения структуры металла.
Принципы обработки
Основной принцип – суммарное время термообработки на заготовку равняется времени необходимому на ее нагрев до требуемой температуры, времени выдержки металла под нужной температурой и способа охлаждения.
Время и степень нагрева материала определяется индивидуально, они зависят от нескольких факторов:
- размера обрабатываемой детали;
- вида металла;
- типа печи, в которой обрабатывается заготовка;
- скорости преобразования свойств материала.
Ознакомиться с основными видами и способами термической обработки можно на примере такого металла, как сталь. В современной промышленности сталь является самым востребованным видом металла. Она используется при изготовлении как массивных конструкций, так и при создании сверхточных инструментов.
Изобретение этого материала стало возможным в результате получения сплава железа и углерода. Содержание углерода в стальном сплаве составляет не более 2,1%. Как производится термическая обработка стальных изделий?
Классификация и виды термообработки
Существует несколько видов термической обработки стали:
- термическая – характеризуется исключительно температурным воздействием на свойства металлов;
- термомеханическая обработка – сочетание воздействия температуры и пластической деформации заготовки; – представляет собой совокупность температурного воздействия с химическими веществами.
В зависимости от структуры стали, виды термической обработки подразделяются следующим образом:
- процесс отжига;
- нормализация;
- закалка;
- обработка холодом;
- отпуск.
Термическая обработка стали проводится для придания металлу свойств, необходимых при промышленной эксплуатации изделий, например, повышенной прочности. А также при технологических процессах, когда термическая обработка является промежуточной операцией, а не завершающей.
Это требуется когда необходимо осуществить понижение твердости стали для последующей обработки. Уменьшение твердости требуется при обработке начальных заготовок из стали. Для обработки же готовых деталей используются процессы, способствующие повышению их прочности, износостойкости и твердости.
Общее определение и виды отжига
В процессе литья, ковки и прочих операций, применяемых для изготовления заготовок, металл приобретает неоднородную структуру, появляются внутренние напряжения.
Неоднородность химического состава отливок вызывает дефекты и для его устранения применяется процесс отжига. Принцип этого способа состоит в том, что заготовку или деталь нагревают до определенной температуры, а затем производится процесс медленного охлаждения.
Отжиг также подразделяется на несколько режимов:
- отжиг 1-го рода – диффузионный, рекристаллизационный, уменьшающий напряжение металла;
- отжиг 2-го рода – полный, неполный, изотермический.
Описание отжига 1-го рода
Целью проведения термических операций, относящихся к 1 типу отжига, является устранение неоднородности и неравновесия структуры стали возникших в результате предшествующих технологических обработок. Исходя из состояния заготовки, к нему могут применяться следующие процессы:
- снятие внутренних напряжений;
- рекристаллизация;
- гомогенизация (диффузионный отжиг).
Отжиг 1-го рода применяется по отношению к любому виду металла или сплава, его проведение не влечет за собой какие-либо фазовые превращения. Решающими факторами этого способа термообработки стали являются: высокая температура нагрева и время выдержки металла при этой температуре.
Диффузионный отжиг или гомогенизация
Смысл диффузионного отжига заключается в нагреве заготовки до температуры не менее 1000˚C, выдержке при высоких температурах от 8 до 15 часов и постепенном охлаждении. В результате длительного воздействия нагрева ускоряются диффузионные процессы, благодаря чему структура металла становится более однородной.
При обработке этим методом легированной стали удается добиться ее пластичности, что значительно облегчает ее дальнейшую механическую обработку.
К недостаткам диффузионного метода относится – возможность возникновения следующих побочных эффектов:
- ухудшение механических свойств стали ввиду роста зерна;
- появление вторичной неоднородности и пористости;
- возникновение коагуляции избыточных фаз.
По этой причине гомогенизация считается предварительной обработкой.
После нее рекомендуется провести полный отжиг или нормализацию стали.

Отжиг методом рекристаллизации
В процессе проведения холодной пластической деформации в структуре стали может возникнуть неоднородность, а также изменения размеров и формы кристаллов и рост внутреннего напряжения металла.
Для устранения подобных явлений применяется рекристаллизационный способ отжига. Рекристаллизационный отжиг может быть двух видов: упрочняющий и смягчающий.
Смягчающий способ часто используется в качестве окончательной обработки – для улучшения пластичных свойств при сохранении достаточной прочности металла.
Упрочняющий вид отжига применяется для улучшения упругости таких деталей, как мембраны или пружины.
В промышленности рекристаллизационный тип отжига применяется в качестве предварительной обработки перед обработкой металла методом холодного давления, а также для окончательной обработки деталей для закрепления необходимых свойств.
Уменьшение напряжений металла (низкий отжиг)
Остаточное напряжение металла является побочным явлением литья, ковки или некоторых видов термической или механической обработки и способны вызвать разрушение металла. Низкий отжиг применяется для того, чтобы полностью или частично снять эти напряжения.
Метод состоит в том, что отжиг совершается при температурном режиме ниже 700˚C на протяжении примерно 20 часов. Этого времени достаточно для практически полной ликвидации остаточных напряжений.
Особенности отжига 2-го рода
При обработке стали методами отжига 2-го рода происходит полное или частичное изменение структуры материала. Происходит этот процесс из-за двойной перекристаллизации, благодаря которой размеры зерен уменьшаются, а также происходит устранение внутренних напряжений.
В промышленном производстве этот вид отжига используется при проведении предварительной или окончательной обработки заготовки.
Существуют следующие виды отжига 2-го рода:
- полный;
- неполный;
- сфероидизирующий отжиг;
- изотермический.
Значение полного отжига
Эта технология применяется для создания мелкозернистой структуры стальных заготовок, произведенных методом ковки, литья или горячей штамповки. В результате обработки материал становится пластичным, исчезает внутреннее напряжение. Сталь приобретает однородную мелкозернистую структуру.
Методом полного отжига обрабатывается сталь, предназначенная для последующей обработки резанием и закаливания изделия.
При проведении полного отжига температура нагрева превышает установленные критические показатели на 40–50˚C.
Процесс неполного отжига
При этом виде термической обработки стали фазовые превращения, как правило, отсутствуют или проявляются в количестве, не имеющем какого-либо влияния на результат. Изделия или заготовки из стали подвергаются нагреву при температурах выше нижнего критического уровня. После выдерживания в нагретом состоянии в течение определенного времени, металл медленно охлаждается.
Отжиг на зернистый перлит (сфероидизация)
Сфероидизирующий отжиг широко используется для термообработки углеродистой и легированной инструментальной стали. Металл нагревается примерно на 30˚C выше критической точки, и выдерживают установленное количество времени. До 600˚C процесс охлаждения проходит очень медленно в печи, затем сталь остывает на воздухе. Благодаря такому способу обработки удается получить зернистую (округлую) форму перлита, что значительно облегчает обработку резанием заготовки.
Изотермический отжиг
Суть изотермического отжига стали заключается в накаливании металла, его быстрого охлаждения до определенного температурного уровня и выдержки до распада аустенита.
Далее, охлаждение продолжают на открытом воздухе.
Структура стали при использовании этого метода становится более однородной, как при полном отжиге. Преимущество изотермического способа заключается в том, что по сравнению с полным отжигом весь технологический процесс занимает меньше времени. Изотермическая обработка применяется в основном для отжига небольших изделий – штамповок, заготовок для инструментов.
Нормализация стали
Процесс представляет собой нагрев стали, с небольшой выдержкой в определенном температурном режиме и с последующим охлаждением на воздухе, а не в печи.
Широко используется в качестве промежуточной обработки стали для улучшения структуры металла перед его закалкой, и для его смягчения перед резанием. По своей сути нормализация напоминает процесс отжига.
В основном процесс нормализации применяется для термической обработки углеродистых сталей. В результате отпадает необходимость в закалке стали со средним содержанием углерода.
В ходе обработки наступает полная перекристаллизация стали и устраняется крупнозернистость структуры. А также нормализацию часто применяют для термообработки низкоуглеродистой стали вместо полного отжига. Для стальных сплавов с высоким содержанием углерода полный отжиг необходим.
Закалка стали
Закалка – способ термической обработки стали, в процессе которого производится нагрев металла приблизительно до 900˚C, определенной выдержки и последующего очень быстрого охлаждения. Благодаря такой технологии повышается прочность и износостойкость сплава, и улучшение его других физико-механических характеристик.
Для проведения успешной термической обработки правильный выбор закалочной среды имеет большое значение.
Наиболее часто для проведения закалки используется:
- вода;
- солевые растворы;
- едкие щелочные материалы;
- технические масла.

Закаливаемость и прокаливаемость стали
Для закалки характерны следующие показатели – закаливаемость и прокаливаемость материала:
- Закаливаемость определяет твердость, которую приобретает сталь после проведения закалки. Твердость имеет прямую зависимость от содержания углерода в обрабатываемом металле. Например, к материалу с содержанием углерода ниже 0,3% закалка не применяется ввиду ее неэффективности.
- Прокаливаемость определяет глубину, на которую распространяется область закалки. Этот показатель зависит от химического состава стали, а также от скорости охлаждения. Чем быстрее происходит охлаждение металла, тем глубже прокаливается заготовка. Содержание углерода также имеет влияние на этот показатель – чем выше его содержание, тем больше степень прокаливания. Размер заготовки или детали являются еще одним фактором, определяющим глубину обработки – большим деталям требуется больше времени для остывания, следовательно, и прокаливание распространится на меньшую глубину.
Влияние способов охлаждения на закалку
В зависимости от способа охлаждения стали закалка классифицируется следующим образом:
- Закалка в одной среде – самый простой и наиболее часто применяемый в промышленности способ термообработки. Главным его недостатком является возможность возникновения внутренних напряжений металла.
- Закалка в двух средах – при использовании этого метода материал охлаждают попеременно в двух жидкостях. Для процесса могут быть использованы вода и масло.
- Изотермическая закалка – принцип этого метода аналогичен ступенчатой закалке. Для охлаждения материала используется расплавленная соль или масло. Этот вид закалки широко используется для заколки небольших деталей – шайбы, пружины, болты.
- Ступенчатая закалка – производится охлаждение изделия с помощью соляного раствора, имеющего температуру 200–300˚C. После определенного периода выдержки проводится окончательное остывание стали на открытом воздухе. Ступенчатая закалка способствует снятию внутренних напряжений и уменьшает возможность появления трещин.

В чем заключается процесс отпуска стали?
Отпуск – это вид завершающей стадии термической отделки стали, во время которого происходит окончательное формирование структуры материала. Процесс отпуска состоит из нагрева до температуры ниже критической точки, за которым следует охлаждение.
Сам процесс подразделяется на три вида:
- Низкий отпуск – происходит при температурном режиме 150–250˚C. При протекании процесса низкого отпуска происходит уменьшение внутренних напряжений и хрупкости металла, а вязкость стали немного повышается. Твердость при этом остается практически неизмененной.
- Средний отпуск – характеризуется тем, что процесс проходит при температуре от 350 до 450 ˚C. Отличие от других видов отпуска состоит в том, что твердость детали уменьшается, а вязкость значительно увеличивается. Используется для обработки деталей, которые при эксплуатации испытывают умеренные ударные нагрузки.
- Высокий отпуск – производится при соблюдении температурного интервала от 500 до 650˚C, с последующим постепенным охлаждением. Внутренние напряжения материала при этом практически устраняются. Прочность и пластичность при этом виде обработки имеют высокие характеристики в сочетании с достаточной твердостью металла. Высокий отпуск применяется для углеродистых и легированных видов заготовок, предназначенных для изготовления валов, шестерней.
Криогенная обработка
Отделка холодом также относится к способам термической обработки. Производится операция после проведения закалки методом охлаждения в специальных криогенных камерах при отрицательных температурах в течение установленного времени. После этого состояние детали возвращается к комнатной температуре. Криогенная отделка позволяет увеличить износостойкость и прочность изделий, а также повышает стойкость к коррозии.
Из всего вышеизложенного следует один важный вывод – термообработка стали является неотъемлемой частью современной промышленности.
Термообработка металлов и сплавов

Термическая обработка (ТО) металлов и сплавов представляет собой технологический процесс, в ходе которого происходит их нагрев и последующее охлаждение с определенной скоростью. При этом меняются физические свойства материалов без изменения их химического состава.
Виды термообработки и применяемое оборудование подбираются исходя из производственных целей, марки металла или сплава, толщины и конфигурации изделий. Теоретической основой ТО металлов является диаграмма фазового равновесия (состояния) «железо-углерод».
Цель проведения термообработки металлов

Целью проведения ТО является придание металлическим заготовкам, образцам либо деталям определенной прочности, твердости, вязкости, износостойкости, упругости, обрабатываемости. Выделяют несколько основных способов термообработки сталей:
Объемная термообработка приводит к микроструктурным изменениям по всему объему металлических изделий. К основным видам объемной термообработки относятся: закалка, отжиг, отпуск, нормализация.
Поверхностная ТО вызывает изменения только в относительно небольшом, поверхностном слое заготовки или детали.
Технология электротермической обработки металлов предполагает использование для повышения их температуры индукционного тока высокой частоты. Реализуется данный метод либо контактным нагревом, либо с использованием специальных электропечей.
При химико-термических способах обработки сталей и сплавов используются вещества (углерод, азот, хром, алюминий и т.д.), способствующие качественному изменению как состава, так и структуры поверхностного слоя детали или заготовки.
Целью термомеханической обработки металлических деталей является их упрочнение при сохранении необходимых показателей пластичности. Она часто используется в прокатном производстве для обработки труб, пружин, штанг, рессорных полос.
Виды термообработки металлов

Существует несколько технологий по термической обработке металлов и металлических сплавов. Выбор зависит от исходного материала и требуемого результата.
Отжиг
Отжиг является технологической операцией позволяющей добиться нормализации структуры в металлических образцах которые получены технологией ковки, литья, сварки. Процесс обычно включает в себя три этапа:
выдержка с поддержанием необходимой температуры;
медленное охлаждение (обычно вместе с печью).
Различают отжиг первого и второго рода.
Нормализация

Нормализация представляет собой процесс нагревания деталей и заготовок до критических точек, термической выдержки и охлаждения на воздухе. Она часто применяется для горячекатаных изделий. В результате нормализации металлов и сплавов увеличивается их механическая прочность, вязкость, сопротивление излому, технологическая обрабатываемость.
Закалка
Производственный процесс закалки состоит из этапа нагрева заготовок выше критических точек, термовыдержки и быстрого охлаждения, как правило, в воде либо масляной ванной. Чаще всего закалке подвергаются углеродистые и легированные стали. Преобразования в структуре металла вызванные закалкой могут приводить к изменениям механических (твердость, ударная вязкость), физических (электросопротивление, магнитные характеристики) и химических (коррозиестойкость, химсостав) параметров.
Отпуск
Отпуск является операцией часто используемой после закалки металлических деталей. Он позволяет снизить жесткость и хрупкость стали путем увеличения ударной вязкости. Отпуск также используется для снятия внутренних напряжений в ответственных деталях используемых в различных машинах и механизмах.
Различают низкий, средний и высокий отпуск. Охлаждение деталей при отпуске может происходить как на воздухе, так и в масле.
Старение

Различные режимы термообработки металла могут приводить к изменению одних, и приданию других (необходимых) свойств.
Старение, или дисперсионное твердение, является одним из видов заключительной термической обработки. Оно может проводится для различных марок чугуна, сталей, цветных металлов, сплавов.
Результатом искусственного старения металла или сплава обычно является увеличение прочности и твердости детали при снижении показателей вязкости и пластичности.
Термообработка токами высокой частоты
Процесс термообработки сталей и сплавов с применением ТВЧ основывается на их индукционном нагреве под воздействием электрического тока. При закалке изделий с использованием ТВЧ оборудования удается добиться высокой производительности, максимальной автоматизации процесса, точности регулирования обрабатываемого слоя.
Какие материалы подвергаются термообработке
Процесс термообработки применяется для низко- и высокоуглеродистых, легированных, жаростойких (хромоникелевых), конструкционных, инструментальных, специальных сталей.
С целью устранения негативных эффектов, вызванных различными видами сварки также производится термообработка сварных соединений деталей машин, труб, коллекторов.