Электросварка для начинающих: нюансы сварочных работ и разбор основных ошибок
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих — технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
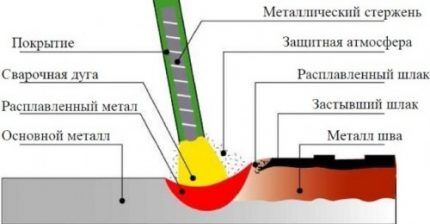
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Умение обращаться со сварочным аппаратом и выполнять ровные прочные швы в быту понадобится при сооружении каркасов для теплиц, гаражей, хозблоков, летних душевых кабин, складских построек
Сваркой лучше соединять элементы армирующего каркаса, выполненные из прутка диаметром больше 12 мм. Вязка проволокой не всегда способна держать требующуюся нагрузку
С применением сварочной машины можно сделать оригинальную ограду для цветника или основу для забора, охраняющего участок от нежелательных посетителей
Полезные знания и умения потребуются тем, кто решит устроить металлическую лестницу или полностью входную группу с козырьком на каркасе из уголка или профильной трубы
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.

Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения. При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А.
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start — что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick — автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force — увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.

Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Статья для вас: 10 лучших масок для сварщика: обзор, фото, цена.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место. Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам.
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.

Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Методики дуговой сварки — способы сваривания
Чтобы получить качественный шов, нужно научиться поддерживать, а затем и перемещать дугу. Особенно влияет на качество длина электрической дуги. Если она больше 5 мм, то считается длинной.
В этом случае происходит азотирование и окисление расплавившегося металла. Он разбрызгивается каплями, шов при этом получается пористый и недостаточно прочный. При слишком короткой дуге может произойти непровар.
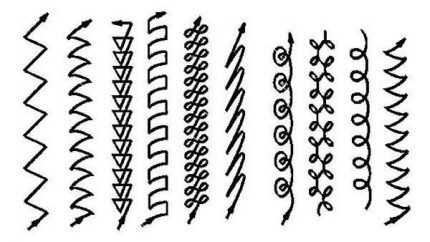
Электродный стержень может двигаться по разным траекториям. С опытом каждый сварщик выбирает “свой” вариант, а чаще комбинацию нескольких движений
Для выполнения сварки используются разные методики. Подробно рассмотрим основные.
По положению сварных швов в пространстве все они подразделяются на 4 группы: горизонтальные, вертикальные, нижние, потолочные. Нижние выполняются на полу или подобной конструкции, потолочные на потолке, вертикальные и горизонтальные на стенках в соответствующих направлениях
По поперечному сечению и варианту соединения все сварные швы делят на угловые и стыковые. Стыковые характеризуются глубиной шва, угловые – шириной, катетом и глубиной шва
Катетом углового шва называют минимальное расстояние от одного из соединяемых элементов до границы шва. Если шов прерывается в нескольких местах, то берут наименьшее значение
Округлые поверхности свариваются горизонтальными или вертикальными швами. Характеризуются они глубиной проварки и формой шва
Как правильно варить сваркой?

Сварка металла может пригодиться при рутинных работах на даче, в гараже, при обустройстве дома. Возникает потребность не приглашать всякий раз специалиста, а научиться ей самому. Что-то подварить, отрезать, соединить – все это рядовые операции, которые действительно можно научиться выполнять самостоятельно. И, конечно, хотелось бы делать это правильно, безопасно и эстетично.


Особенности процесса
Сварка металлом – это наиболее прочное соединение материала: детали конструкции сплавляются в одно целое. Это случается за счет высокотермического действия. Большая часть современных устройств сварки для расплавления металла созданы на потенциале электрической дуги. Аппараты разогревают металл в области действия до термических показателей плавления, и это осуществляется на малой площади. Поскольку задействуется электродуга, такая сварка будет считаться электродуговой.
Электрическую дугу образовывает постоянный либо переменный ток. Переменный ток используется для деятельности сварочных трансформаторов, постоянный – для функционирования инверторов.


Работать с первым прибором труднее: из-за переменности тока электрическая дуга «скачет», да еще и конструкция довольно тяжела. Рабочий процесс сопровождается характерным шумом. А еще трансформатор немало «садит» сеть. Скачки напряжения в этом процессе тоже не редкость.
Инверторы же работают преимущественно от сети 220 В. И вес, и параметры у них более удобные, техника далеко не шумная, на напряжение такого влияния нет. Дугу вызывает постоянный ток, то есть она не «скачет», контроль над ней проще. Потому учиться самостоятельно варить сваркой специалисты советуют именно с инвертором. Это и более правильно с точки зрения техники безопасности.


Что необходимо?
Сварка в определенном смысле – процесс даже творческий. Требует внимательности, аккуратности, некоторого чутья. Но процедура эта грязная и в отношении безопасности рискованная. Можно получить ожоги, повредить глаза и легкие. Ведь в легких будет постепенно скапливаться опасный осадок.
Потому работа требует строгой защиты, неукоснительного выполнения техники безопасности.
Инструменты и средства защиты
Для защиты лица нужна маска с особым фильтром, которая не пропустит ультрафиолетовое излучение и защитит глаза. С той же целью используются щитки и экраны. Потребуется брезентовый костюм, включающий брюки и куртку, который оберегает от металлических брызг. Нужны и перчатки. Все это предохранит сварщика от попадания на тело и одежду расплавленного металла.



Из инструментов используются:
- прибор для сварки и электроды;
- молоток и щетка из металла (ими по окончании работы удаляют шлаки);
- элементы из металла, на которых начинающий сварщик будет тренироваться;
- ведро с водой – как помощь при возникновении экстремальной ситуации.
Потребуются и шаблоны, по которым можно будет проверять правильность шва. Диаметр электрода выбирается относительно толщины металлолиста.



Электроды
Электроды могут быть разных марок и разновидностей, их выбор зависит от металла приварок. На всех электродах имеется маркировка, она информативна для пользователя, и научиться читать эту маркировку не так трудно.
Сверху электроды стандартно покрывают обмазкой, что дает им качества, необходимые для соединения разных металлов. При дуговой сварке потребуются устройства, которые проводят ток по швам. Часто это проволока из специального порошка. Но если речь идет о новичках-сварщиках, то имеет смысл использовать электроды в виде твердой стержневой структуры, покрытой спецсоставом. Ровное соединение, таким образом, сможет оформить даже начинающий сварщик.
В основном используют стержни, диаметр которых составляет 0,3 см. Электроды меньшего диаметра применяются, если нужно соединить тонкие металлические листы. А для использования электродов крупных диаметров нужна и более мощная, адекватная им техника.


Как выполнять работы?
Процесс сварки – это технология, отличающаяся высокотемпературными условиями. Чтобы провести ее грамотно, нужно сформировать и удержать электродугу от электрода к той детали, которую надо приварить. Под воздействием дуги расплавится материал основания и металлический стержень. Сформируется так называемая сварочная ванна, где главный и электродный материал перемешаются. И значения этой ванны будут зависеть от режима сварочных работ, от места работы, от того, с какой скоростью перемещается дуга, от параметров кромки. Обычно ее ширина соответствует 1,5 см, глубина – 0,6 см, а длина – 3 см.
В процессе расплавления электродное покрытие сформирует газовую специальную зону в области самой дуги и поверх сварочной ванны. Эта спецзона вытеснит из рабочего участка воздух, что не даст произойти реакции расплава и воздуха. Там же присутствуют пары металлов. Поверх соединения образуется шлак, который также не даст реакцию расплава и кислорода. При поэтапном устранении электродуги сформируется соединение, объединяющее детали сварки. Сверху соединения будет защитная шлаковая прослойка, которая потом уберется.


Если предстоит обучаться сварке с нуля, то работать следует под наблюдением мастера. В одиночку, без контроля, да еще в домашних условиях процесс опасен. А с мастером и недочеты будут быстро устранимы, и важные рекомендации по ходу дела он даст. Быстро освоить все самому крайне проблематично.
Как подготовить сварочный аппарат к работе?
- Нужно проверить ток и напряжение. Показатели должны быть равны и в устройстве, и в электросети.
- На инверторе надо выставить расчетные данные мощности тока, которые будут соразмерны конкретному диаметру электрода. Настроечный блок предложит выбрать напряжение, и его нужно выставить. Подсоединение осуществляется спецвилкой и наконечником.
- Заземление следует прочно закрепить. Проверить изоляцию провода, который должен пребывать в держателе.
- Если есть необходимость, можно пользоваться спецудлинителем, который подключается без промежуточного шва.
- Если в доме или гараже не исключены перепады напряжения, они могут разом вывести сварочный прибор из строя. Потому электрический стабилизатор в такой ситуации точно лишним не будет. Он обеспечит поддержание напряжения.

Далее нужно сказать про выбор тока и зажигание электрической дуги. Ток, конечно, ключевой параметр сварки, влияющий на тип и характер соединения. Силу тока обеспечит и положение изделия, и параметры электрода. Например, самый большой показатель принято выставлять, чтобы сварить горизонтальные конструкции.
Вертикальные швы требует меньшей на 15% силы тока, а потолочные швы – меньшей на 20% силы тока.

Другие важные параметры сварки.
- Зажигание дуги. Делать это можно двумя путями. Первый путь – касание. Электрод устанавливается под углом 60 градусов, им неспешно ведут по покрытию. При появлении искр нужно совершить касание электродом металла и приподнять его не выше 0,5 см. Если все успешно, появится электродуга. Если она не появилась, скорее всего, нужно увеличить силу тока. Второй способ – чирканье. Нужно установить электрод к покрытию изделия и осуществить действие, напоминающее зажигание спички.
- Наклон/движение электрода. Когда зажечь и поддержать электродугу получается без проблем, можно приступать к направлению валика. Электрод аккуратно перемещается горизонтально с несильными колебательными движениями. Расплав будто бы загребают к середине электрической дуги. Получается ровное соединение с небольшими волнами. Новички делают наклон в 70 градусов, по вертикали можно незначительно отклониться.
- Выгорел электрод при сварке. Если дело развивается именно так, процесс нужно приостановить. Выгоревшую деталь меняют, шлак устраняют, сварку продолжают. Примерно в 1,2 см от сформированного соединения зажигается дуга. Электрод к углублению нужно поднести так, чтобы появился металлический справ из двух электродов.
- Как перемещается электродуга. Поступательно – относительно оси электрода. Так легко поддерживать дугу. Продольное – это обычное соединение, но тонкое. Чтобы его зафиксировать во время перемещения электрода, нужно сделать поперечные движения. Поперечное перемещение помогает получить нужную ширину соединения, которая подбирается с учетом габаритов и месторасположения соединения.



При сваривании важно проплавлять кромки заготовок для получения соединения нужной формы.
Выполнение различных швов
По месту расположения швы могут быть вертикальными, горизонтальными, потолочными, наклонными.
Выполнение шва:
- подготовить пластины;
- включить инвертор, выставить ток;
- между пластин сделать небольшой зазор, создать сварочные ванны;
- сделать сварочное соединение;
- отбить шлак.
По такому алгоритму делается каждый шов, но на фото можно увидеть визуальные различия процесса.




В зависимости от конструкции соединения швы могут быть стыковыми, тавровыми и внахлест. Обучиться выполнению швов можно опытным путем, с ориентиром на подробные фотоинструкции. Красиво сваривать получится со временем. Главное – начать и пробовать работать с железом.
Как сварить трубопровод?
Преимущественно стыковой шов применяется при сваривании трубопровода. Каждая кромка проваривается по высоте стенок. Чтобы уменьшить наплыв в трубе, нужно отрегулировать наклон электрода по горизонтали в 45 градусов. Высота соединения равна 0,2 см, ширина – 0,7 см. Если же сваривать внахлест, высота изменится до 0,3 см, ширина останется той же.
Чтобы приготовиться к сварке трубопровода, необходимо:
- заготовку хорошенько очистить;
- деформированные торцы обрезать или выпрямить;
- кромки зачистить.
Далее уже можно приступить непосредственно к сварке. Каждый стык обрабатывается. Поворотные и неповоротные соединения нужно обработать в 2 слоя (хотя бы в 2 слоя, возможно, и больше). Например, если ширина стенок до 1,2 см, то слоев нужно 3. А если ширина уже 2 см, то потребуется 4 слоя.

Что характерно для сварки трубопровода, так это то, что каждое накладываемое на стык соединение очищается от шлака, и только потом приступают к следующему. Самым важным точно будет первый шов. Его обязательно проверяют на трещины. Если таковые обнаружены, сварку нужно произвести снова. Второй слой и последующие делают с неспешным проворотом труб.
Внимание! Важно сохранять смещение окончания и начала слоев по отношению к предыдущему на 3 см. Последний слой делают с плавным перемещением на основной металл при ровном покрытии.

Частые ошибки новичков
Новички действительно многого могут не знать. Даже выбор полярности при сварке инвертором может стать проблемой. Она будет выбрана неправильно, и формирование соединений станет некачественным. Иногда из-за неправильного выбора полярности случается даже прожиг детали.
Чаще всего допускаются 4 базисные ошибки:
- начинающий сварщик пренебрегает техникой безопасности и получает травмы;
- сварочный автомат выбран неправильно;
- электроды некачественные или просто неподготовленные;
- сварщик приступает к работе без пробных швов, тренировок, отработки базовых швов.
Многое будет постигнуто с практикой. Например, если шов получился неровный, скорее всего, движение электродом было слишком быстрым. А если в металле случился прожиг, скорость ведения шва, наоборот, медленная. Если же шов и неровный, и плоский, угол электрода к поверхности выбран неверно. Если после сбивания шлака сварщик обнаружил, что проварки металла не случилось, значит, выбран слишком малый зазор между поверхностью и электродом.


Самостоятельное обучение сварке похвально, но в допустимых пределах. Брать уроки у мастера – выгоднее и безопаснее. Подкрепить знания видеоуроками, фотоинструкциями, текстовым материалом (к которым можно вернуться, перечитать, создать теоретическое понятие) – значит, обезопасить себя от возможных ошибок.
Как правильно варить сваркой, смотрите далее.
Как правильно варить металл
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой – немногим больше столетия.


И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить. Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить

Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций. Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва. Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина – около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними – зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить. В конечном итоге, именно от выбранной технологии сварки и будет зависеть окончательная стоимость работ по сварке металлоконструкций.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов. Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы – из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные

Устройство таких аппаратов крайне простое – это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь. Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы

Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше. Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку. Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы – процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской – то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика. Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок. В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки – краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента – молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать

Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой. Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм – для сваривания толстостенных заготовок. Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом – знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами. Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать. Начинают с трех простейших видов соединений

- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину – из планирования и подготовки. Научиться варить правильно – это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением. Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно – это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:

- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью – около 0,5 см.
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Сварка электродом для начинающих(Полное руководство)

Для соединения металлических деталей друг с другом применяется сварка. Небольшие запчасти может сварить практически любой человек — достаточно иметь под рукой лишь необходимое оборудование и инструменты. В нашей небольшой статье узнаем, как выполняется ручная дуговая сварка и что нужно знать начинающему для правильного проведения работ.
Виды электросварки

Электросварка
В технике сваркой называют соединение металлических запчастей путем расплавления краев заготовок и присадочного материала. В результате сварочных работ образуется прочное неразъемное соединение, связанное сварочным швом. Различают несколько десятков сварочных методов, а самыми популярными являются такие методики:
- Ручная электродуговая сварка. Сварка осуществляется за счет работы сварочного аппарата и плавящихся электродов, а поверхность сварного шва защищается дымом, который образуется при сгорании стержней.
- Полуавтоматическая технология. Похожа на предыдущий метод с той лишь разницей, что в активную зону автоматически подается электродная проволока и инертный газ, который защищает сварочные швы.
- Газовая сварка. При таком варианте расплавление металла осуществляется с помощью газовой горелки. Отдельно в активную зону подается сварочная присадка (то есть электроды не используются).
Технология сварочных работ
Новичкам рекомендуется использовать технологию ручной электродуговой сварки (ЭДС), поскольку она является самой простой. Для работ необходимо купить сварочный аппарат — трансформатор или инвертор, а также плавящиеся электроды. При сварке возникает электрическая дуга между электродом и свариваемым изделием. Расплавленный металл изделия и электрода формируют расплав, который затвердевает и образует прочный сварной шов.
Обратите внимание! Для защиты сварщика от высоких температур и яркого света нужно купить плотные краги и защитную маску.
Инструкция — как научиться варить сваркой

Как научиться варить сваркой
Итак, давайте теперь узнаем, как работать с ЭДС-сваркой, чтобы получить прочное соединение.
Как подключать электрод

Как подключать электрод
Для сварки электрод подключается к электрододержателю, который в свою очередь подключается к сварочному аппарату. Электродержатели бывают двух типов:
- Пружинные. Для подключения человеку нужно надавить одной рукой на защитную лапку, а другой вставить электрод в активную зону. После этого лапку нужно отпустить — она автоматически зафиксирует электрод.
- Винтовые. Для подключения человеку нужно вставить стержень в специальное отверстие внутри электрододержателя, а потом затянуть прижимной болт.
Начало сварки: зажигаем дугу

Зажигаем дугу
После сборки электродной конструкции необходимо подключить электрододержатель к сварочному аппарату, а тот в свою очередь нужно подключить к сети или любому другому источнику переменного тока. После запуска сварочного аппарата нужно выполнить возбуждение дуги — для этого нужно мягко постучать по поверхности металла. Постукивание следует делать быстро, чтобы электродный стержень не прилипал к металлу.
Наклон электрода

Наклон электрода
После загорания дуги нужно подождать пару минут, чтобы привыкнуть к свету. В это время нужно держать стержень на расстоянии 3-7 миллиметров от металлической детали, чтобы дуга не потухла. После этого нужно приступать к сварке — для этого наклоните электрод на себя на угол 30-60 градусов. Благодаря наклону прогрев будет более глубоким и равномерным, что повысит качество сварного шва.
Движения электрода
Сварку можно делать как справа налево, так и слева направо — особой разницы нет. На тонких металлах в 2-3 миллиметра стержень выставляется на начало стыка металлических запчастей, а потом он медленно ведется вдоль линии соединения. В случае толстого металла (толщиной более 3 миллиметров) необходимо сделать зазор в пару миллиметров, чтобы расплавленный металл проник глубже.
Как правильно сваривать металл

Как правильно сваривать металл
Горячий шов может «тянуть» свариваемые элементы, что может привести к перекосу конструкции. Чтобы избежать этой проблемы, рекомендуется перед проведением сварочных работ хорошо закрепить детали — например, с помощью стяжек или струбцин. Для устранения этой проблемы также делают прихватки — так называют короткие поперечные швы, которые располагаются на расстоянии в 10-15 сантиметров от основного шва. Прихватки уменьшают уровень нагрузки на металл, что позволяет избежать перекосов.
Как выбрать ток для сварки
Качество сварного шва во многом зависит от силы электрического тока. В случае тонкого металла толщиной 1-2 мм следует применять ток 25-50 ампер. Для сварки более толстых металлических изделий толщиной 3 мм силу тока следует повысить до 50-120 А, для изделий толщиной 4 мм — 120-160 А, для изделий в 5-6 мм — 160-200 А. Также следует помнить, что сварочные аппараты бывают двух типов в зависимости от типа электрического тока:
- Трансформаторы используют переменный электрический ток из сети напрямую. Устройства-трансформаторы стоят дешевле, однако у них есть множество критических недостатков — они крупные и тяжелые, с их помощью сложнее получить ровный шов, при работе сварочного аппарата может падать напряжение в сети и другие.
- Инверторы используют постоянный электрический ток, который образуется при выравнивании переменного тока из сети с помощью специального встроенного устройства. Инверторы лишены всех недостатков трансформаторов — они обладают умеренным весом, с их помощью можно получить красивый шов, они не дают нагрузку на сеть. Однако стоят инверторы дороже трансформаторов.
Обратите внимание! Новичкам в сварке рекомендуется покупать именно инвертор, тогда как трансформатор подойдет для опытных сварщиков при ограниченном бюджете.
Основные ошибки
При работе новичок может допустить такие ошибки:
- Быстрое движение рукой. В таком случае металл плохо расплавится, а шов получится очень хрупким. Поэтому Вам необходимо привыкнуть делать движения рукой медленно.
- Игнорирование шлака. Сразу после сварки на поверхности шва формируется тонкая корка (шлак). Ее нужно отбить специальным молотком, поскольку шлак нарушает теплообмен, что негативно влияет на качество шва.
- Отбивание шлака сразу после сварки. В таком случае также ухудшается качество сварного соединения, а отбивать шлак нужно после небольшого остывания шва.
Советы начинающему сварщику
Рассмотрим несколько советов опытных сварщиков:
- Тонкий металл толщиной 1 миллиметр или меньше нужно варить тонким электродом диаметром в 1,6 мм, а уровень тока должен быть не более 50 ампер. В противном случае Вы можете получить металлические прожоги (так называют небольшие сквозные отверстия).
- На некоторых современных аппаратах есть активируемая функция «Антиприлипание». Работает она следующим образом — если стержень подносится слишком близко к металлу и начинает прилипать, то устройство тут же обесточивается. Наличие функции можно проверить в инструкции.
В завершение отметим, что зажигание дуги не рекомендуется делать на заготовке. Вместо этого рекомендуется держать при себе небольшую металлическую пластину, которую можно применять для разжигания стержня. А после появления дуги можно переносить электрод на заготовку, чтобы выполнить сварку.
Как самостоятельно пользоваться электросваркой

Швы и соединения
В строительных магазинах можно найти недорогие сварочные аппараты, которые работают от постоянного тока. Их сможет использовать в гаражных условиях даже начинающий мастер. Узнать, как правильно варить, можно по урокам, видео и советам в интернете. Сделать забор на дачу или простую конструкцию под силу каждому.

Азы сварки для начинающих
Сначала нужно разобраться в устройстве инвертора и в элементах управления. Также мастер должен знать особенности металла.
Для полного «чайника» достаточно самого дешевого аппарата. С накоплением опыта можно приобрести профессиональный или полупрофессиональный агрегат.
Нюансы работы для новичков:
- Дуга должна быть как можно короче, хотя бы в начале процесса. Разжечь ее можно двумя способами: чирканьем или постукиванием электрода. Лучше всего использовать первый вариант — так легче разогреть поверхность.
- Когда появилась дуга, можно начинать сварку инвертором. Для этого инструмент ведут вдоль кромки изделия. Есть несколько схем: спиралью, елочкой, треугольниками.
- Чем тоньше металлический лист, тем выше должна быть скорость работы, иначе появятся дырки.
Технология электросварки
Оборудование представляет собой прямоугольный ящик, с одной стороны которого находятся вентиляционные отверстия, а с другой — панель управления. Главный элемент на ней — это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.
.jpg)
Электродный стержень состоит из металлической сердцевины, которая покрыта защитным составом. Он предохраняет дугу от воздействия кислорода. Существуют угольные и графитовые стержни, но они не подходят для начинающих.
Принцип работы заключается в создании короткого замыкания между электродом и основой. Это позволяет быстро разогреть поверхность и расплавить ее. В результате 2 элемента сплавляются между собой. Для формирования сварочного шва нужно поджечь систему. Мастер чиркает или постукивает электродным стержнем о металлическую конструкцию.
Перед началом рекомендуется закрепить детали струбцинами. Опытные сварщики делают несколько прихваток — поперечных швов длиной несколько сантиметров. Это гарантирует то, что лист не перекосится во время сварки.
Объяснение полярности
Между металлом и электродом формируется дуга, потому что они подключаются к разным полюсам. Так как используется только постоянный ток, можно произвольно менять плюс и минус. Это будет влиять на конечный результат. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно используется для металла толщиной больше 5 мм.
.jpg)
Для тонкого железа применяется обратное включение. Оно позволяет защитить сварной шов от прожога, не раскаляя металлический лист.
Влияние скорости подачи электродов
Чтобы получить ровный результат, электродный стержень должен поступать равномерно. Сварщику нужно держать одинаковое расстояние между инструментом и поверхностью. Тогда аппарат не погаснет, а расплавленный металл ляжет аккуратно.
Если дуга продвигается слишком медленно, она может недостаточно нагреть металлические детали. Тогда сварка будет поверхностной и недолговечной. Слишком быстрая подача тоже отрицательно влияет на результат: это приводит к перегреву и деформации.
Сила тока
Это основное значение, которое влияет на качество шва. Если выставить его слишком большим, в конструкции могут образоваться отверстия. Для расчета можно использовать формулу L=KD. D — это диаметр электрода. Коэффициент К равен 25-60, точная цифра зависит от способа работы, например, для ручной электросварки в нижнем положении можно взять 30-35.

Особенности тонкого металла
Сложность дуговой сварки таких конструкций в том, что малейший просчет может дать прожог, который тяжело исправить непрофессионалу. Поэтому новичкам лучше тренироваться на толстом железе.
- сначала нужно сделать прихватки, а потом основной шов;
- если отвести электрод слишком быстро вверх, возникнет горячая дуга, которая прожжет металл;
- варить лучше короткими отрезками, чтобы конструкция успела остыть.
.jpg)
Способы сварки инвертором
Существует несколько видов сварочных работ, они предполагают использование специального оборудования. Разновидности:
- Кузнечная, сегодня практически не используется. Детали нагреваться и соединяются путем ковки.
- Контактная. Собирается электрическая цепь, создается короткое замыкание, в результате края конструкций сплавляются друг с другом. Разделяется на главную, стыковую и точечную.
- Газопрессовая. Изделия нагреваются газом, а потом спрессовываются.
- Водная. Процесс происходит в ванне под действием водорода, который не дает металлическим листам окисляться.
- Газовая. Пламя нагревает и плавит детали.
В различных сферах применяются разные способы. С нуля можно обучиться самостоятельно контактной дуговой сварке.
.jpg)
В домашних условиях используется электросварка, которая работает от постоянного тока и сети 220 В. За счет компактных размеров и отсутствия шума устройство можно использовать даже в квартире при соблюдении техники безопасности.
Что необходимо для работы в домашних условиях
- сварочный инвертор;
- защитная маска, для новичков больше подойдет автоматическая;
- электроды, их толщина зависит от используемого материала;
- плотная одежда, закрывающая все тело, и перчатки;
- молоток и металлическая щетка для подготовки поверхности.
Перед началом процесса нужно убрать с конструкции ржавчину, т. к. она мешает плавке металла и ухудшает качество шва. После окончания работы расплавленное железо остывает и образуется шлак. Чтобы его убрать, детали нужно простучать с внешней стороны.
.jpg)
Уроки сварки для новичков
Сварочное дело имеет высокую степень пожароопасности, поэтому нужно уделить время созданию безопасных условий труда. Рекомендуется надеть одежду из негорючих материалов, а обувь должна быть на толстой подошве. Особое внимание нужно обратить на защиту рук и глаз.
Вокруг мастера не должно быть лишних предметов. Стоит убрать все, что может воспламениться от искры. Под ногами лучше обустроить деревянный настил, чтобы защититься от удара током. Рабочее место должно быть хорошо освещено.
Если электроды куплены непосредственно перед началом работы, они не требуют подготовки. Можно купить универсальные, диаметром 3,2 мм. Если они хранились в сыром неотапливаемом помещении, рекомендуется просушить их 2-3 часа при температуре 2000°С. Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут. Нужно убедиться, что он не шатается.
В зависимости от толщины стержней нужно рассчитать силу тока. После этого можно поставить клемму массы. Для первого опыта лучше выбрать прямое подключение: плюс к детали, а минус — к электроду.
Металл тоже должен быть подготовлен: очищен от грязи, жира, краски, ржавчины. Особое внимание стоит уделить кромкам. Для того чтобы понять технологию сварочных работ, лучше взять один толстый лист. С появлением опыта можно учится соединять детали.
Как пользоваться сварочным аппаратом:
- Металлическую деталь нужно расположить горизонтально.
- Для первого шва можно нарисовать мелом линию.
- Чтобы разжечь дугу, нужно чиркнуть электродом о поверхность, как спичкой.
- После этого электродный стержень вести ровно по траектории. Самая простая линия — это зигзаг. Потом можно освоить треугольники и более сложные фигуры. Расстояние до металла должно быть постоянным, 2-3 мм. Чтобы понять, как правильно держать руки, нужно рассчитать угол. Электрод должен быть наклонен к мастеру на 60°. Это дает большую глубину прогрева. Если нужен поверхностный нагрев, наклонять держатель нужно от себя.
- По мере остывания будет формироваться окалина, ее удаляют молотком.
Сложность сварных работ состоит в том, что мастер одновременно должен контролировать несколько параметров:
- траекторию электрода;
- расстояние до поверхности;
- размер и состояние шва;
- направление движения.
От того, насколько хорошо сварщик это делает, зависит его профессионализм. Специалисты могут быстро и точно создать узкое и аккуратное соединение.
Не стоит бояться сварочных работ, даже если в этом деле человек «полный нуль». Уроки сварки инвертором для начинающих можно найти в интернете, а оборудование «Ресанта» сейчас доступно всем. Поэтому каждый может сделать простую металлоконструкцию своими руками в домашних условиях.
Сварка инвертором для начинающих: основы, видео уроки

Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора

Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.

Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.


Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.

Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.

Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.

Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.

Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.





