Учебное пособие 1118
Автоматизация производственных процессов в машиностроении:
методические указания к выполнению практических работ для студентов направления 15.03.01 «Машиностроение» (профиль «Технологии, оборудование и автоматизация машиностроительных производств») заочной формы обучения / ФГБОУ ВО «Воронежский государственный технический университет»; сост.: М. И. Попова, О. И. Попова. Воронеж: Изд-во ВГТУ, 2021. 18 с.
В методических указаниях изложены требования и общие вопросы к выполнению практических работ, представлен теоретический материал и сформулированы задания.
Предназначены для студентов направления 15.03.01 «Машиностроение» (профиль «Технологии, оборудование и автоматизация машиностроительных производств») при выполнении практических работ по дисциплине «Автоматизация производственных процессов в машиностроении».
Методические указания подготовлены в электронном виде и содержатся в файле МУ_ПР_ АППвМ.pdf
Ил. 7. Табл. 3. Библиогр.: 33 назв .
УДК 532:533(075.8) ББК 22.253я7
Рецензент – А. В. Демидов, канд. техн. наук, доцент кафедры автоматизированного оборудования машиностроительного производства ВГТУ
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
1. Проектирование приспособления с пневмоприводом на фрезерный
2. Проектирование приспособления с пневмогидравлическим приводом на фрезерный станок…………………………………………………………………6
3. Расчет уровня автоматизации гибкого производственного модуля………. 9
Библиографический список………………………………………. 16
1. ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ С ПНЕВМОПРИВОДОМ НА ФРЕЗЕРНЫЙ СТАНОК
Фрезерные станки при необходимости могут оснащаться различными универсальными приспособлениями. Так, например, применение тисков значительно сокращает затраты вспомогательного времени при фрезеровании.
Рис. 1. Машинные тиски с пневмоприводом
Машинные тиски с пневматическим односторонним приводом показаны на рис. 1. Неподвижную губку 1 вращением винта 2 устанавливают на размер обрабатываемой заготовки. При этом учитывают ход подвижной губки 3, имеющий пределы 5…7 мм. Пружина 4 обеспечивает отвод подвижной губки при отжатии заготовки. Для ее закрепления в рабочую полость диафрагменного привода подают воздух и шток 5 поворачивает угольник 6 (по часовой стрелке). Угольник сдвигает толкатель 7 и раму 8 с губкой 3 по направляющим. Сила зажима достигает 40 кН. Накладки к губкам тисков изготовлены из высокоуглеродистых сталей с последующей термической обработкой. Форма накладок может быть фасонной, когда требуется закрепить заготовки сложной формы. Рабочие поверхности губок выполняют гладкими или с насечкой.
При необходимости верхнюю часть тисков, смонтированную на корпусе 9, можно повернуть относительно основания 10. Крепление корпуса (после поворота) относительно основания осуществляется винтами, головки которых помещены в круговом Т-образном пазу 11 основания. Круглые поворотные столы в зависимости от их конструкции обеспечивают: а) позиционное деление, необходимое при фрезеровании различных поверхностей заготовки, б) поворот заготовки на определенный угол и в) непрерывное вращение заготовки в процессе ее обработки. Поворотные столы с диаметром планшайбы 160, 200 и 250 мм имеют ручной привод, а
столы с диаметром планшайбы 320, 400, 500, 630, 800, 1000 и 1250 мм – механический и ручной приводы.
Приводы с гидравликой Большинство современных заводов имеют компрессорные установки и
обеспечены сжатым воздухом. Поэтому для механизации и автоматизации станочных приспособлений конструкторы охотно используют пневматические приводы, отличающиеся простотой и доступностью. Однако пневмоприводы работают при давлении воздуха всего лишь 4 . 6 кГс/см 2 , и для случаев, когда на штоке требуются значительные усилия, приходится применять цилиндры больших диаметров (200, 250, 300 мм). Приводы с гидравликой развивают давление до 160 кГс/см 2 и выше и обладают рядом достоинств, которые оправдывают значительные первоначальные затраты на их изготовление.
1. Высокие давления в системе позволяют применять рабочие цилиндры небольшого диаметра (20, 30, 40, 50, 60 мм), в результате чего конструкции гидравлических приспособлений получаются компактными.
2. Рабочей средой в гидравлических приводах обычно является масло индустриальное 20 по ГОСТ 8675—62, поэтому они не требуют дополнительной смазки.
3. Отсутствуют неполадки, вызываемые конденсацией водяных паров в аппаратах и трубопроводах пневматических систем (ржавчина и засорение ею аппаратов).
4. Практическая несжимаемость масла позволяет применять гидравлические приводы не только для силовых механизмов, но и для точных перемещений рабочих органов станка и подвижных частей приспособлений.
Приводы с гидравликой обычно используются для зажима одной крупной заготовки в нескольких точках или нескольких заготовок в многоместном приспособлении. В этом случае привод снабжается соответствующим количеством рабочих гидроцилиндров, действующих одновременно.
По источнику энергии приводы делятся на пневмогидравлические,
механогидравлические и гидравлические.
В пневмогидравлических приводах источником энергии служит сжатый воздух. Механогидравлические приводятся в действие рукой рабочего. Гидравлические приводы имеют индивидуальную или групповую насосную установку, а в гидрофицированных станках приводятся в действие от основной гидравлической системы станка.
2. ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ
С ПНЕВМОГИДРАВЛИЧЕСКИМ ПРИВОДОМ НА ФРЕЗЕРНЫЙ
Эти приводы состоят из преобразователя давления (мультипликатора), с необходимой аппаратурой и подключаемых к нему рабочих гидроцилиндров, осуществляющих зажим заготовок.
На рис. 2 показаны универсальные самоцентрирующие тиски с двумя постоянными подвижными губками 1 и сменными губками 2 и 3. При вращении винта 4 с правой резьбой на одном конце и левой на другом, губки 1 тисков сдвигаются (при зажиме обрабатываемой детали) или раздвигаются (при разжиме ее).
Рис. 2. Универсальные переналаживаемые тиски
На рис. 1 показаны наибольший и наименьший диаметры обрабатываемых деталей. В тисках левая призматическая губка для уменьшения перемещения губок при установке и снятии деталей заменена плоской со скосом.
На рис.2 показаны универсальные поворотные тиски с встроенным поршневым пневмоприводом двустороннего действия. В отверстии неподвижного основания 8 тисков встроен пневмоцилиндр 11, с которым винтами соединен полый поворотный корпус 12. К корпусу прикреплен распределительный кран 6 с рукояткой 7 для переключения золотника при поочередном впуске сжатого воздуха в верхнюю или нижнюю полость пневмоцилиндра 11 и выпуска воздуха в атмосферу. На верхней части поворотного корпуса 12 тисков закреплена стальная плита 5. В плите и подвижной губке / имеются Т-образные пазы под головки болтов для крепления к тискам специальных сменных наладок. На верхней части плиты
5 закреплена регулируемая губка 3, которую в зависимости от размеров обрабатываемых деталей можно перемещать винтом 4 или переставлять в пазах плиты 5.
Рис. 3. Универсальные поворотные тиски с встроенным поршневым пневмоприводом двустороннего действия
При обработке крупногабаритных деталей губку 3 снимают. Во время зажима обрабатываемой детали в сменной наладке тисков сжатый воздух поступает в верхнюю полость пневмоцилиндра 11 и перемещает поршень 10 со штоком 9 вниз. При этом длинное плечо рычага 2, находящееся в пазу штока 9, опускается, а короткое плечо перемещает подвижную губку вправо, и деталь зажимается губками 1 и 3. Во время поворота рукоятки 7 золотник крана 6 пропускает сжатый воздух в нижнюю полость пневмоцилиндра 11. Сжатый воздух, нажимая на поршень 10, перемещает его со штоком 9 вверх. При этом длинное плечо рычага 2 поднимается вверх, а короткое плечо отводит губку 1 влево и деталь разжимается.
Сила зажима детали в тисках такой конструкции 39200 Н при давлении сжатого воздуха в пневмоцилиндре 0,39 МПа. Верхняя часть тисков поворачивается на основании б в горизонтальной плоскости па 360°.
Рассмотренные конструкции переналаживаемых тисков с механизированным приводом применяют в серийном и мелкосерийном производствах для зажима деталей, обрабатываемых на фрезерных станках.
Применение пневмогидравлических устройств для автоматизации цикла работы станка не требует значительных изменений конструкции, станка.
В табл. 1 даны формулы для определения сил зажима деталей, обрабатываемых на фрезерных станках при различных схемах зажима.
Таблица 1 Расчет сил зажима при обработке деталей на фрезерных станках
Приспособления для фрезерных станков по виду подачи стола разделяют на приспособления к станкам с прямолинейной, круговой и сложной копирной подачей. По степени совмещения вспомогательного времени с основным эти приспособления подразделяют на две группы: 1) приспособления, в которых при обработке деталей вспомогательное время совмещается с основным; 2) приспособления, у которых при обработке деталей это время не совмещается.
Приспособления для фрезерных станков бывают универсальными, универсально-сборными, универсально-наладочными, групповыми и специальными. По данным ЭНИМСа, основное время, затрачиваемое при обработке деталей на фрезерных станках, в различных типах производства составляет 50—80% штучного времени. Большие резервы для повышения производительности труда при обработке деталей на фрезерных станках выявляют при замене старых конструкций приспособлений с ручным зажимом новыми приспособлениями с механизированным приводом для зажима и разжима обрабатываемых деталей.
3. РАСЧЕТ УРОВНЯ АВТОМАТИЗАЦИИ ГИБКОГО ПРОИЗВОДСТВЕННОГО МОДУЛЯ
Механизацией производственного процесса называют применение энергии неживой природы в производственном процессе или его составных частях, полностью управляемых людьми, и осуществляемое в целях сокращения трудовых затрат, улучшения условий производства.
Автоматизацией производственного процесса называют применение энергии неживой природы в производственном процессе или его составных частях для их выполнения и управления ими (в течение определенного периода времени) без непосредственного участия людей.
Различают автоматизацию производства трех уровней: частичную ,
комплексную и полную .
Частичная автоматизация ограничивается автоматизацией отдельных операций технологического процесса, например с использованием станков с автоматическим управлением, в том числе станков с ЧПУ.
Комплексная автоматизация – это автоматизация производственных процессов изготовления деталей и их сборки с использованием автоматических систем машин: автоматических линий или гибких производственных систем (ГПС).
Полная автоматизация – высшая ступень автоматизации, при которой все функции контроля и управления производством в течение определенного периода времени выполняются автоматически.
Автомат (от греческого automates – самодействующий) является самостоятельно действующим устройством или совокупностью устройств, выполняющих по заданной программе без непосредственного участия человека процессы, которые осуществляют передачу, использование и преобразование энергии, материалов или информации.
Современное технологическое оборудование, предназначенное для преобразования формы, размеров и свойств заготовок, также преобразует информацию (программу обработки, результаты измерения размеров заготовок и т.д.). С повышением уровня автоматизации роль информационных процессов в производстве все более повышается, чем объясняется возрастающее применение вычислительной техники на базе персональных мини-ЭВМ как для проектирования, так и для управления производством.
Последовательность выполняемых автоматом запрограммированных действий называют рабочим циклом . Если для возобновления рабочего цикла требуется вмешательство рабочего, то такое устройство называют
Процесс, оборудование или производство, не требующие присутствия человека в течение определенного промежутка времени для выполнения ряда повторяющихся рабочих циклов, называют автоматическим . Если часть процесса выполняется автоматически, а другая часть требует присутствия оператора, то такой процесс называют автоматизированным .
Степень автоматизации производственного процесса определяется необходимой долей участия оператора в управлении этим процессом. При полной автоматизации присутствия человека в течение определенного периода времени вообще не требуется. Чем больше это время, тем выше степень автоматизации.
Под безлюдным режимом работы понимают такую степень автоматизации, при которой станок, производственный участок, цех или весь завод могут работать автоматически в течение по крайней мере одной производственной смены в отсутствие человека.
Производительность производственного процесса определяется числом изделий, выпускаемых в единицу времени или в течение определенного периода времени при условии полной загрузки оборудования. В поточном производстве производительность измеряется величиной, обратной такту выпуска изделий :

. (1)
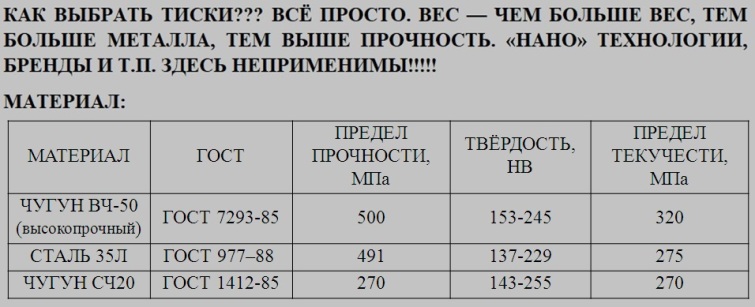
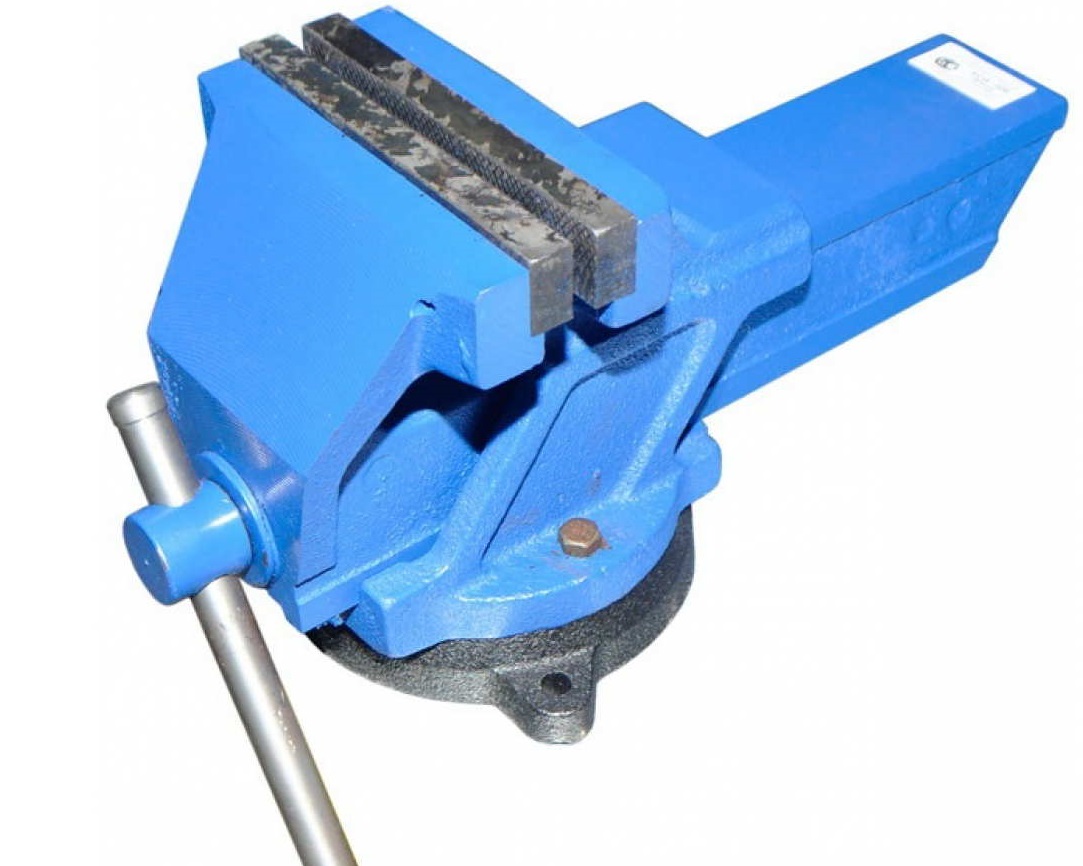
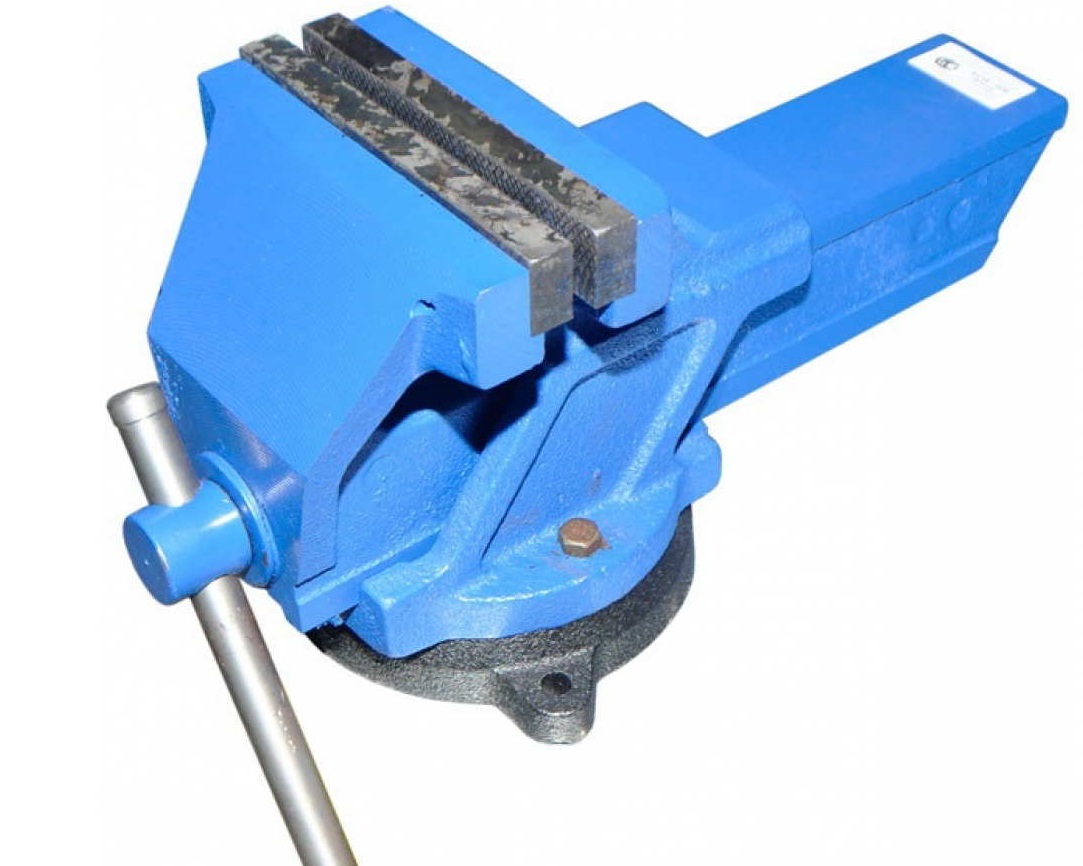
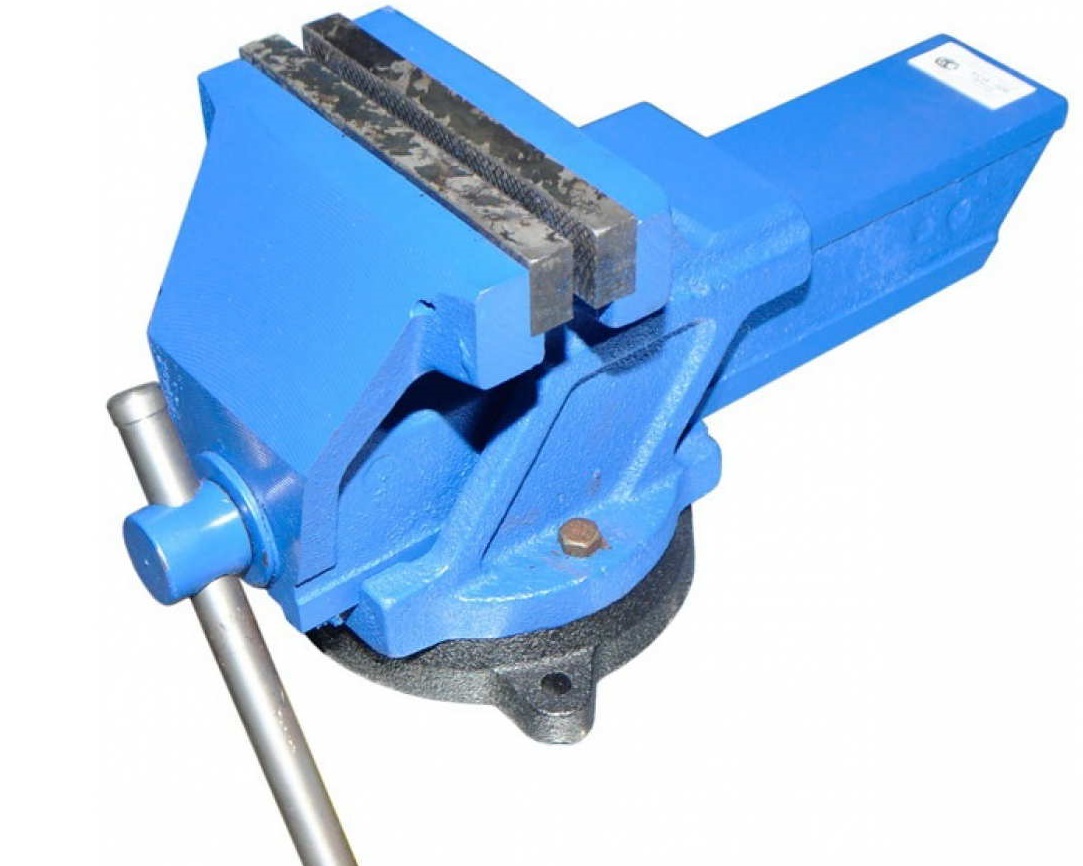
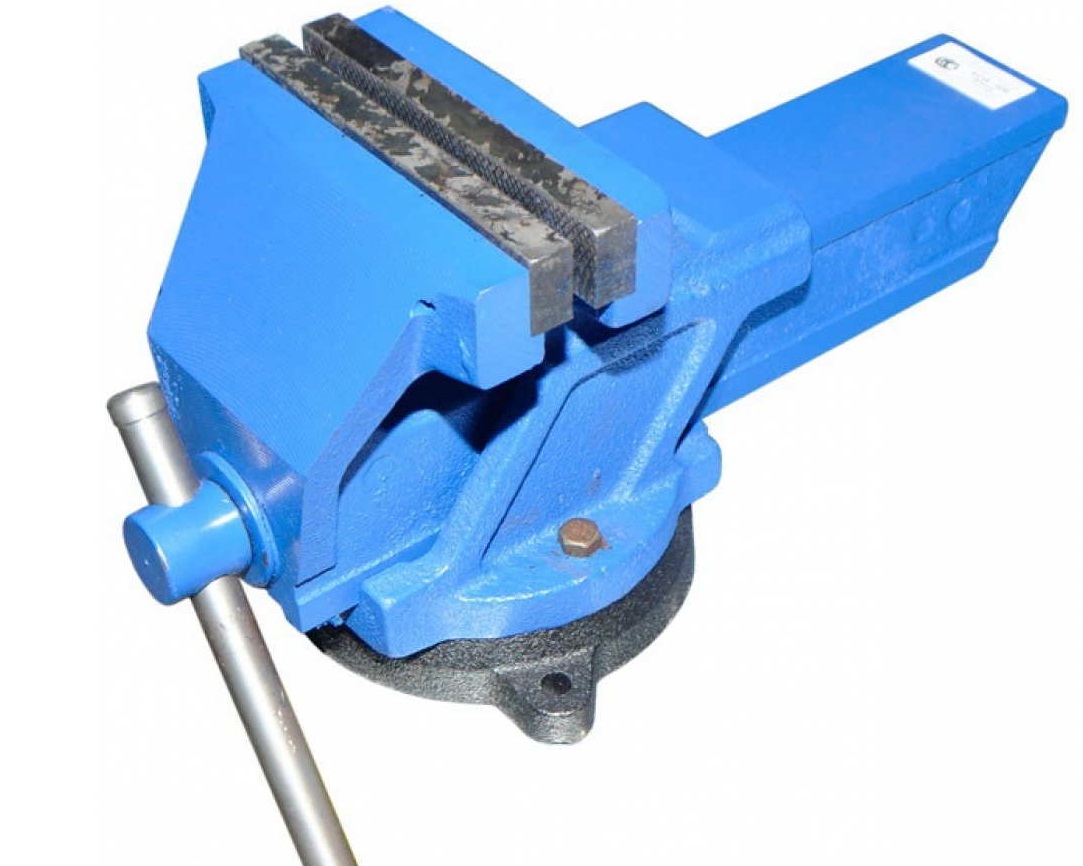
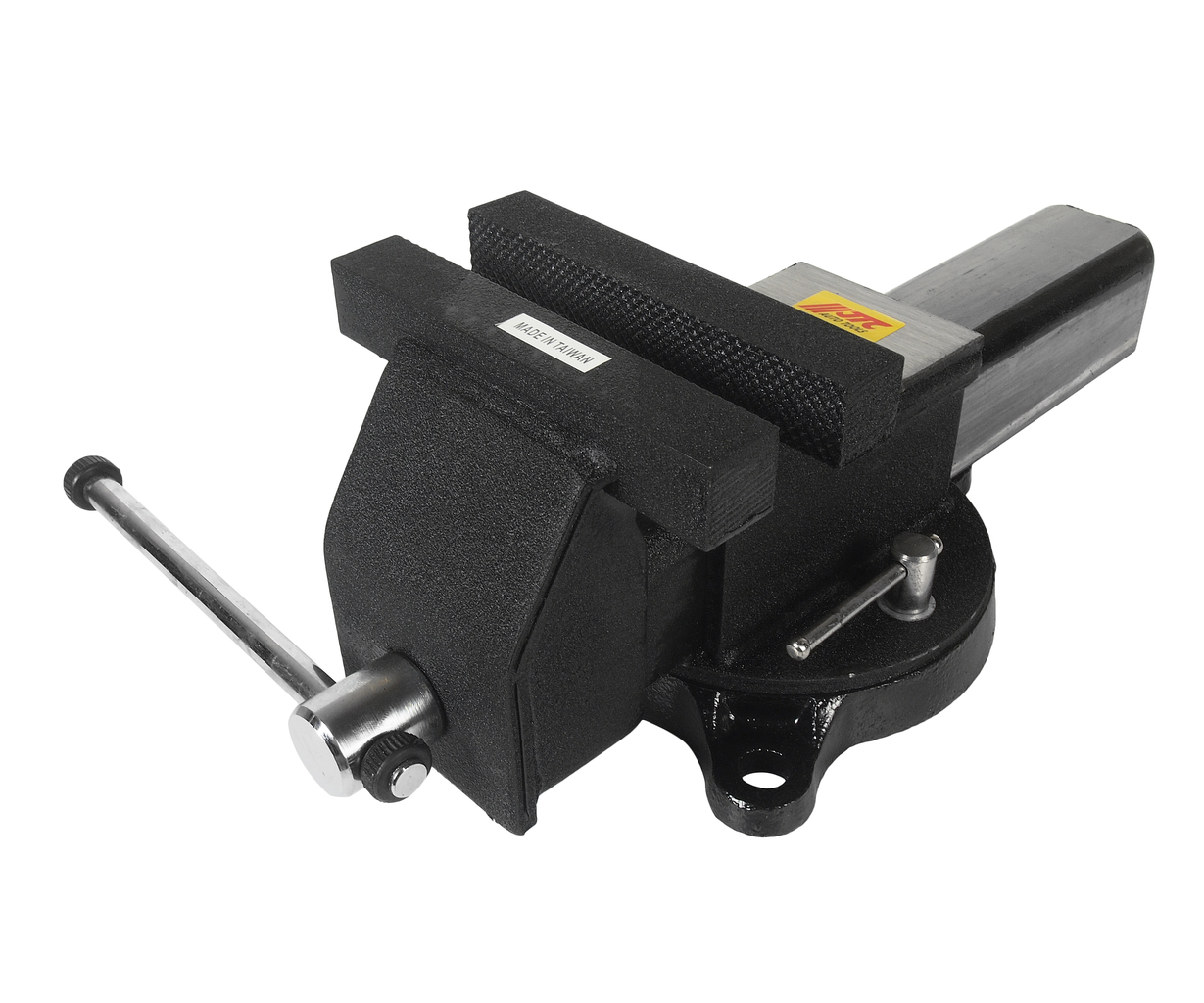
Слесарные тиски
Ширина губок — одна из определяющих характеристик тисков. Тиски с большей шириной губок надежно удерживают габаритные и массивные детали, небольшие заготовки удобнее обрабатывать, закрепив их в тисках с меньшей шириной губок.
Рабочий ход — это показатель, отражающий максимальный раствор губок данной модели тисков. Чем больше рабочий ход, тем более крупную деталь или заготовку можно зафиксировать при помощи этих тисков. Как правило, чем значительнее эта характеристика, тем крупнее и массивнее сами тиски.
Специальная легированная сталь Сталь S45C Чугун ВЧ45 алюминий высокопрочный чугун с шаровидным графитом
Вес тисков зависит от их типа (слесарные, столярные, станочные), сферы применения и наличия дополнительных приспособлений. Преимуществом наиболее легких тисков (до 10 кг), несомненно, является их мобильность и транспортабельность. Такие тиски можно быстро установить на рабочую поверхность в случае необходимости, а по окончании работ — убрать, чтобы не занимать лишнего пространства в мастерской или гараже. Более тяжелые модели тисков предназначены для стационарного использования в крупных мастерских или на производстве. Обычно они выполнены из прочных сплавов и имеют очень высокую устойчивость к нагрузкам.
Что улучшить в фильтрах?
Популярности Отзывам Рейтингу Цене
В наличии > 100 шт.
В наличии 54 шт.
В наличии > 100 шт.
В наличии > 100 шт.
В наличии 20 шт.
В наличии 28 шт.
В наличии > 100 шт.
В наличии 15 шт.
В наличии 22 шт.
В наличии 14 шт.
В наличии > 100 шт.
В наличии 26 шт.
В наличии 25 шт.
Цена за упаковку 0 шт.: 0 р.
Цена за ед. товара: 0 р.
В наличии 81 шт.
В наличии 18 шт.
В наличии 23 шт.
Цена за упаковку 0 шт.: 0 р.
Цена за ед. товара: 0 р.
В наличии > 100 шт.
В наличии 67 шт.
В наличии 10 шт.
В наличии 27 шт.
В наличии 86 шт.
В наличии 79 шт.
В наличии 37 шт.
В наличии 61 шт.
В наличии 21 шт.
В наличии > 100 шт.
В наличии > 100 шт.
В наличии 30 шт.
В наличии 84 шт.
В наличии 28 шт.
По стране производства
Популярные отзывы
Полезная информация
Слесарные тиски — это устройство для закрепления заготовки из металла для ее последующей обработки. Применяются на предприятиях в промышленности, автосервисе, в различных мастерских, в том числе и домашних.
По конструкции тиски слесарные настольные подразделяют на несколько групп:
- Стуловые – получили свое название из-за особой формы, крепятся на краю стола. Их преимущество заключается в возможности быстрого монтажа и демонтажа. Их легко убирать на хранение и устанавливать только при необходимости. Кроме того, они хорошо выдерживают ударную нагрузку. Рекомендуемые модели: Зубр Эксперт 32712-125, для мелких деталей — Калибр 96414.
- Параллельные слесарные тиски — самый распространенный вид, они состоят из двух губок, одна из которых подвижная и перемещается с помощью резьбовой втулки и винта. На корпусе есть небольшая наковальня. В основании предусмотрены отверстия, в которые вставляются винты для крепления на верстаке.
Также они делятся на следующие виды:
- Неподвижные — стационарные, в настоящее время пользуются меньшим спросом, хотя цена на них ниже, чем на тиски слесарные поворотные.
- Подвижные — основание может поворачиваться вокруг своей оси и фиксироваться в выбранном положении. Это облегчает выполнение таких работ как отпиливание и сверление. Для того чтобы не повредить зажатую заготовку, на губки надевают накладки, изготовленные из мягкого металла, пластмассы или дерева.
Тиски для труб — оснащены вогнутыми внутрь губками, которые наилучшим образом фиксируют деталь по окружности. Подвижная часть перемещается вертикально, основание крепится винтами. Можно обрабатывать трубы диаметром до 3,5 дюймов.
Выбирая оборудование, учитывайте, что рабочий ход и размер губок должны соответствовать габаритам обрабатываемых заготовок. Для маленьких деталей лучше купить небольшие тиски. Слесарные заготовки могут значительно отличаться по размерам, в этом случае потребуется несколько приспособлений для их фиксации на верстаке.
Тиски ZITOM – прецизионные, станочные, слесарные.


Тиски станочные глобусные 3-х осевые поворотные
Серия QW




Интернет-магазин WOLFSTAR.RU представляет высококачественные тиски ZITOM с большой гаммой моделей.
Основное назначение тисков – фиксировать деталь (заготовку) в определенном пространственном положении для дальнейшей ручной или станочной обработки деталей (заготовок) – пиление, строгание, сверление, фрезерование а также для слесарных, сварных и прочих работ.
Тиски состоят из следующих основных элементов:
- Основание – это корпус тисков с опорной плитой, предназначенной для фиксации инструмента на столе, верстаке или станке. Тип крепления тисков – болтовое.
- Губки – их, к ак правило, две: неподвижная и подвижная. Первая является частью основания, а зажим детали осуществляется посредством смещения второй губки к первой по направляющим. Некоторые модели тисков имеют сменные щечки – они бывают плоские, с рифлением для лучшей фиксации заготовки, с призматическими вырезами – для крепления цилиндрических заготовок.
- Зажимной винт с поворотной ручкой – это механизм, отвечающий за движение губки. Ходовой винт проходит через весь корпус тисков и имеет трапециедальную резьбу. Ручка необходима для его вращения без использования гаечного ключа или другого инструмента.
Тиски – это зажимная оснастка без которого не обходится ни одно производство.
Тиски – это зажимная оснастка, применяемая при обработке заготовок. Механическое устройство обеспечивает временный крепеж детали. Инструмент имеет простую и надежную конструкцию. В основе механизма две плоские губки, подвижная и неподвижная. Неподвижная губка неразъемно соединена с корпусом устройства. Подвижная губка при помощи винта перемещается по направляющей плоскости и зажимает деталь.
Конструкция оснастки модифицируется для выполнения определенных задач. В металлообработке используются слесарные и станочные виды приспособлений.
Для качественного выполнения операций оснастка должна обеспечивать жесткую фиксацию заготовки. Основные показатели эффективности тисков:
- жесткость крепления;
- высокая точность;
- удобство обработки детали;
- многовариантность положения заготовки в креплении;
- простота в эксплуатации;
- долговечность.
Инструмент изготавливается из различных материалов: стали или чугуна. Приспособления из высококачественной легированной стали гарантируют высокую точность в любом положении. Твердость рабочих поверхностей составляет HRC58-62. Оснастка из высококачественного чугуна обеспечивает высокую точность и прочность при любых видах работ. Съемные губки закалены и отшлифованы. Закалка повышает долговечность изделия, а шлифовка гарантирует точность установки.
В интернет-магазине https://wolfstar.ru представлены различные виды тисков ZITOM. Все изделия отличаются высоким качеством.

Тиски слесарные широко применяются при различных видах работ. Выполнены из чугуна.
Закрепляются на верстаке или столе. Диапазон губок 75 – 250 мм, толщина захватываемой детали до 250 мм. На корпусе расположена небольшая наковальня, которую используют для подравнивания заготовок с помощью ручных инструментов. Поворотное основание позволяет работать с заготовкой под нужным углом.
Достоинства оснастки: надежная конструкция и хорошая фиксация. Недостаток: наличие небольшого люфта при движении губок, что допустимо для грубых работ. Область применения – для ручных работ, не требующих высокой точности.

Тиски лекальные прецизионные относятся к универсальной оснастке. Инструмент изготовлен из высококачественной легированной стали.
Тиски имеют простую конструкцию. Неподвижная губка выполнена единой с корпусом тисков. Подвижная губка закреплена на корпусе зажимной планкой и винтами. В корпусе тисков имеется выступ, в котором установлена гайка с резьбой для винта. Расхождение губок возможно от полного смыкания до максимального значения, что позволяет закрепить обрабатываемую деталь из диапазона размеров. Подвижная губка имеет горизонтальную и вертикальную проточки для закрепления цилиндрических заготовок.
Приспособление обеспечивает высокую точность установки заготовки:
- отклонение параллельности корпуса тисков к основанию не более 0, 005 мм на 100 мм;
- отклонение перпендикулярности передней неподвижной и подвижной губок к поверхности основания до 0, 005 мм на 100 мм;
- боковые поверхности строго перпендикулярны основанию и параллельными между собой.
Лекальные тиски применяются для точных измерений и проверок. Высокоточная оснастка необходима при выполнении шлифовки, линейного резания и прочей точной обработке.
Простая конструкция удобна в работе, обеспечивает большое усилие зажима, работает в широком диапазоне с высокой точностью.

Тиски QKG изготовлены из легированной стали высокого качества и относятся к быстропереналаживаемой оснастке. Используются для фиксации заготовки при финишной обработке.
В конструкции отсутствует передняя опора подвижной губки с приводным винтом. Установка губок под размер заготовки выполняется с помощью штыря. Далее используют шестигранный ключ. С его помощью затягивается верхняя прижимная гайка до состояния жесткой фиксации. Подвижная губка имеет горизонтальную и вертикальную проточки для зажима цилиндрических форм. Расхождение губок от 0 до максимального значения конкретной модели. Сжимание губок без ходового винта уменьшает габариты оснастки, позволяет полностью использовать рабочий ход инструмента.
Лекальные тиски отличаются высокой точностью:
- параллельность корпуса и основания до 0,005 мм/ 100 мм;
- перпендикулярность губок к основанию до 0,005 мм.
Достоинством тисков является быстрая перенастройка губок и идеальное базирование подвижной губки. Особенность конструкции позволяет устанавливать оснастку на меньшую опорную поверхность.
Высокоточные тиски устанавливают на магнитный стол или станину. Простая конструкция позволяет использовать приспособление на различном оборудовании: шлифовальных, фрезерных, электроэрозионных и других станках. Оснастка эффективна в работах, требующих высокой точности базирования заготовки. Инструмент применяют при шлифовании, линейном резании и проведении точных замеров.

Тиски изготовлены из высококачественной легированной стали.
Конструкция оснастки. Тиски имеют линейку по размерам губок 100 – 300 мм. Для приспособлений с шириной губок 150, 175, 200 и 300 мм есть модификации по длине корпуса. Каждая следующая модель длиннее предыдущей на 100 мм. В плоскости основания тисков находятся продольный и поперечный пазы с местами для крепления установочных шпонок. Расхождение и схождение губок возможно от максимального значения до полного смыкания.
Рабочая поверхность закалена и отшлифована с высокой степенью точности. Точность тисков: отклонение параллельности до 0,005 мм на 100 мм, отклонение перпендикулярности не превышает 0,005 мм на 100 мм.
Процесс крепления заготовки. Деталь устанавливается в тиски. Стойка перемещается до ближайшего положения, при котором стальной шарик внутри нее опустится вниз, в упорное гнездо. Выполняется крепление стойки: закручиваются два стопорных винта, поджимающих шарик. Вращением винта подачи подводится подвижная губка. Окончательный зажим заготовки производится ключом.
Накладки на губках имеют призматическую форму. Это создает дополнительную прижимную силу и не позволяет выдавливать заготовку. Все части взаимозаменяемы с частями других тисков с губками того же размера. Составляющие возможно располагать в любом положении, по желанию развернуть или просто снять. Этим обеспечивается принцип модульности. Оснастку можно набирать и устанавливать в любых возможных вариациях.
Высокоточные неповоротные тиски широко используются с обрабатывающими центрами и другим высокоточным оборудованием. Перед началом работы необходимо жестко установить тиски на столе с помощью болтов, через отверстия в основании.

Тиски станочные предназначены для работы с фрезерными, сверлильными и прочими станками. Оснастка изготовлена из высококачественного чугуна.
Конструкция. Приспособление имеет поворотное основание, что обеспечивает поворот тисков вокруг вертикальной оси на 360°. Цена деления лимба 1° или 2° в зависимости от модели. Для позиционирования на основании имеется паз и места для крепления установочных шпонок. Поворотное основание можно снять и использовать устройство как неповоротное. В плоскости основания самих тисков также имеется паз для крепления установочных шпонок. Особенность конструкции – закрытый винт. Он обеспечивает необходимую надежность, жесткость при большом усилии зажима и высокую стабильность. Настройка скольжения подвижной губки производится регулировочными планками. Подвижная губка свободно движется от максимального раскрытия до полного смыкания.
Точность тисков: отклонение параллельности до 0,025 мм на 100 мм, отклонение перпендикулярности не более 0,025 мм на 100 мм.
Перед работой тиски устанавливаются на столе станка, закрепляются и затягиваются болтами при помощи ключа. Затем деталь размещается между губками и фиксируется поворотом ручки зажима. При зажиме-разжиме губок нельзя пользоваться молотком, т.к. это приведет к потере первоначальной точности.
Закрытый корпус защищает устройство от загрязнения, что увеличивает ресурс тисков. Оснастка проста в обращении и позволяет производить быструю смену заготовок. Тиски имеют большую силу зажима, высокую стабильность, надежность, идеальны для станочного использования.

Станочные синусные тиски применяются для точного и надежного зажима детали в удобном положении при обработке на сверлильном станке. Приспособление из чугуна высокого качества.
Конструктивно инструмент представляет собой корпус с парой параллельных губок. Одна губка неподвижна, вторая прижимается к детали при помощи зажимного винта. На пластине неподвижной губки имеются v-образные углубления по вертикали и по горизонтали. Это позволяет надежно и точно зажимать заготовки плоской и цилиндрической формы. В основании устройства предусмотрены монтажные отверстия для точного позиционирования и надежного крепления на рабочем столе станка. Особенность тисков – возможность их наклона в вертикальной плоскости на 0° – 90°. Стопорный штифт позволяет фиксировать наклон с шагом 15°. Для более точной настройки угла необходимо воспользоваться регулировочной рукояткой. Накладки на губках являются съемными, что повышает эффективность работ и снижает затраты на обслуживание изделия в целом. Во время работы недопустимы ударные воздействия на тиски, т.к. это снизит показатели точности.
Оснастка проста в обращении и имеет большую силу зажим. Прочный и устойчивый корпус обеспечивает надежность оснастки. Станки используются на сверлильных, фрезерных станках, при необходимости расположения заготовки под углом к вертикальной плоскости.

Сверлильные тиски применяются для надежного зажима цилиндрических и крупногабаритных деталей при станочной обработке. Оснастка изготовлена из качественного чугуна.
Конструкция представлена прямоугольным основанием, парой губок и зажимным винтом, имеющим большой шаг. Плавность вращения направляющего винта, одновременно и плавность хода подвижной губки, настраивается регулировочным винтом. Низкий профиль тисков обеспечивает их устойчивое положение. Пластина неподвижной губки имеет на своей поверхности вертикальные и горизонтальные пазы. Благодаря этому возможно точно и крепко фиксировать заготовки различной формы. В основании тисков расположены крепежные отверстия, позволяющие выполнить надежное крепление приспособления на рабочем столе станка. Накладки на губках являются съемными.
Тиски имеют большую силу зажима. Прочный и устойчивый корпус обеспечивает надежность оснастки. Станки используются на сверлильных, фрезерных станках и станках с ЧПУ для крепления округлых заготовок.

Сверлильные тиски применяются для надежного зажима цилиндрических и крупногабаритных деталей при станочной обработке. Оснастка изготовлена из качественного чугуна.
Конструкция представлена прямоугольным основанием, парой губок и зажимным винтом, имеющим большой шаг. Плавность вращения направляющего винта, одновременно и плавность хода подвижной губки, настраивается регулировочным винтом. Низкий профиль тисков обеспечивает их устойчивое положение. Пластина неподвижной губки имеет на своей поверхности вертикальные и горизонтальные пазы. Благодаря этому возможно точно и крепко фиксировать заготовки различной формы. В основании тисков расположены крепежные отверстия, позволяющие выполнить надежное крепление приспособления на рабочем столе станка. Накладки на губках являются съемными.
Тиски имеют большую силу зажима. Прочный и устойчивый корпус обеспечивает надежность оснастки. Оснастка используется на сверлильных, фрезерных станках и станках с ЧПУ для крепления округлых заготовок.

Оснастка предназначена для станочного использования. Крестовинные тиски используются для жесткой фиксации заготовки. Оснастка изготовлена из качественного чугуна.
Конструкция приспособления представляет комбинацию механизмов продольного и поперечного перемещения. Одна губка неподвижна, имеет цельную конструкцию с корпусом тисков. Подвижная губка перемещается с помощью ходового винта и прижимается поворотом зажимной рукоятки. Накладка неподвижной губки тщательно отшлифована. На накладке подвижной губки выполнены горизонтальные и вертикальные V-образные углубления, что позволяет жестко фиксировать заготовки, в том числе цилиндрической формы.
За счет продольно-поперечного суппорта производится быстрое и точное позиционирование детали. Заготовка перемещается в горизонтальной плоскости в двух взаимно-перпендикулярных направлениях по направляющим, путем вращения рукояток винтовой подачи.
Накладки губок съемные. Оснастка обеспечивает высокую точность зажима, отличается плавным ходом суппортов. В основании тисков расположены монтажные отверстия для надежного крепления приспособления на рабочем столе станка.
Тиски имеют большую силу зажима. Прочный и устойчивый корпус обеспечивает надежность оснастки. Оснастка используется на сверлильных, фрезерных станках для крепления плоских и цилиндрических заготовок. Приспособление позволяет обрабатывать заготовку без перемещения стола станка, что упрощает работы, экономит временные затраты, повышает эффективность технологического процесса в целом.

Оснастка предназначена для проведения высокоточных работ на станочном оборудовании. Изготовлены из высококачественного чугуна.
О конструкции. Тиски имеют широкую линейку по размерам губок. Поворотное основание обеспечивает круговое движение тисков вокруг вертикальной оси на 360°. Для позиционирования приспособления на основании имеется паз и места для крепления установочных шпонок. Удалив поворотное основание, тиски можно использовать как неповоротные. В плоскости основания самих тисков имеются два поперечных паза для крепления установочных шпонов. В подвижной губке имеется специальный элемент. Этот элемент действует при возникновении рабочего давления в горизонтальном направлении. Он увеличивает прижимную силу заготовки к корпусу тисков, что не позволяет выдавливать деталь и препятствует деформации заготовки. Посередине задней части подвижной губки расположен регулировочный винт. Он используется для регулировки зазора в промежутке между подвижной губкой и
10 лучших тисков
Зажать в металлических объятиях: представляем рейтинг лучших тисков.





- Лучшие компактные слесарные тиски на струбцине
- Лучшие столярные тиски
- Лучшие стационарные слесарные тиски
- Лучшие станочные тиски
Как только появляется необходимость при работе что-то жестко зафиксировать, сразу понимаешь – жизнь без тисков печальна и сложна. Хорошие тиски – это не просто красивые, современно выглядящие и адекватные по цене. Зажимной инструмент должен быть долговечным и функциональным, с ним должно быть удобно работать. В нашем рейтинге представлены лучшие слесарные, столярные, станочные тиски, которые вас не разочаруют. Не обязательно речь пойдет о нескольких килограммах чугуна, намертво закрепленных на верстаке – для домашних работ достаточно зачастую использовать быстросъемные легкие модели на струбцине.
Но в любом случае не стоит торопиться, покупая тиски по принципу «что под руку подвернулось», и здесь даже масса не может быть хорошим советчиком – да, можно отлить тяжелые и внешне внушительные тиски, но применение слишком хрупкого сплава. И тем более дефекты литья могут привести к появлению трещин даже без приложения особых усилий (впрочем, и качественные тиски не стоит использовать в качестве пресса или лупить по ним тяжелым молотком с размаха). Нарваться на дефект, конечно, можно всегда (особенно в бюджетном сегменте) – и именно поэтому привлекательнее в первую очередь модели, показавшие на практике наибольшую стабильность качества. А уж что-что, а сбор статистики по предложениям российского рынка – это как раз и есть наша работа. К ней и приступим.
Рейтинг лучших тисков — Топ 10
| Категория | Место | Наименование | Рейтинг |
|---|---|---|---|
| Лучшие компактные слесарные тиски на струбцине | 1 | ЗУБР Мастер (32480) | 9.4 / 10 |
| 2 | ЗУБР мини Мастер (32485) | 9.4 / 10 | |
| 3 | Сибртех 18672 | 9.2 / 10 | |
| 4 | STAYER 3247-70_z01 | 8.0 / 10 | |
| Лучшие столярные тиски | 1 | ЗУБР Эксперт 32731-175 | 9.6 / 10 |
| 2 | STANLEY 0-83-179 | 9.1 / 10 | |
| Лучшие стационарные слесарные тиски | 1 | Wilton Мастерская WS4 | 9.8 / 10 |
| 2 | СОРОКИН 1.915 | 9.7 / 10 | |
| Лучшие станочные тиски | 1 | Wilton AMV/SP-100 | 9.9 / 10 |
| 2 | ЗУБР Мастер 32725 | 9.1 / 10 |
Лучшие компактные слесарные тиски на струбцине
ЗУБР Мастер (32480)
Открывают наш обзор лучших тисков слесарные тиски ЗУБР Мастер. Настольные тиски c поворотным основанием привлекают наличием двух пар губок и небольшой наковаленки на корпусе. Весят они чуть менее 4 кг, отлиты из серого чугуна. Верхняя платформа имеет большую площадь прилегания для надежности крепления на столе, к тому же в ней еще и просверлены отверстия для жесткого крепления к верстаку при необходимости.
При этом на верхней (условно – этот узел тоже поворачивается, так что зажатую деталь можно крутить как угодно) паре губок есть специальная проточка для фиксации цилиндрических деталей вертикально – вещь нужная не всегда, но полезная. Вторая пара прорезей – с углом 90 градусов, для деталей квадратного профиля.
Правда, все плюсы портит среднее качество изготовления, поэтому пойдем по пунктам. В первую очередь при покупке проверьте качество сборки, вплоть до прямолинейности и люфтов – увы, заказывать по Интернету эту модель тисков будет не лучшим выбором, их нужно «щупать». Во-вторых, вспомните на всякий случай координаты знакомого сварщика – стальная втулка здесь, по отзывам многих покупателей, по заводской сварке имеет свойство лопаться. Но, если ее нормально проварить, проблем с ней в дальнейшем не возникает. Поэтому мы, хотя и неизбежно снизим оценку за «полуфабрикатность» изделия, все-таки их в рейтинг лучших слесарных тисков включим: после «доработки напильником» для домашнего использования вещь получается достаточно пригодная и «по мясу» сделанная достаточно крепко. А «братья-близнецы» наподобие Rock FORCE RF-32913122 стоят дороже, но при этом кардинально по качеству не отличаются.
Подробно о том, что нужно проверять на слесарных тисках

При выполнении различных работ часто возникает необходимость закрепить деталь для обработки. После этого можно осуществлять разнообразные операции: сверление, резание, шлифовку или другие. Наличие тисков требуется для ведения многих видов работ. Чтобы выбрать наиболее подходящие, нужно понимать, как устроены тиски и какие их разновидности существуют.
Использование тисков
Этот инструмент применяют в тех случаях, когда необходимо надёжно зафиксировать деталь для обработки. При этом у мастера руки остаются свободными.
Посмотрев этот видеоролик можно больше узнать об устройстве тисков и их разновидностях:
Видео описание
Слесарные тиски. Разбираем. Осматриваем. Сравниваем.
Устройство использует две стальных губки и фиксирующий механизм, с помощью которого меняют расстояние между ними или производят фиксацию. Обычно одна из двух деталей неподвижно присоединена к корпусу, а другая перемещается для того, чтобы закрепление было надёжным. Устройство тисков для слесарных работ предусматривает наличие следующих узлов:
- Станина является массивной неподвижной опорой. Она придаёт устойчивость тискам. В большинстве случаев её изготавливают из чугуна, но встречаются конструкции из стали или из дюралюминия.
- Губки, одна из которых неподвижно зафиксирована, а другая перемещается вдоль винтового крепления. Их чаще делают из чугуна, но также встречаются те, где для изготовления применялся высокопрочный пластик. Часть, которая соприкасается с деталью, имеет рифлёную поверхность. Это необходимо для того, чтобы увеличить силу сцепления.
- Ходовой винт проходит сквозь губки тисков. По нему перемещается подвижная часть. Движением управляют с помощью ручки, расположенной с внешней стороны инструмента. Этот винт делают из высокопрочной стали.
Для освобождения места для детали винт вращают против часовой стрелки. Чтобы прижать, его до отказа закручивают, поворачивая в другом направлении. Подвижная часть находится с противоположной стороны от винта. Для того, чтобы сделать инструмент более функциональным, на нём располагают небольшую наковальню.
Здесь описано устройство большинства инструментов, однако существуют также другие варианты. В некоторых случаях вместо винта для прижима может использоваться гидравлика. В различных моделях для более надёжной фиксации применяют две пары щёчек. Существуют инструменты, где подвижную губку можно выставить с другой стороны от неподвижной. Такие модели называют реверсивными.
Используемые материалы
Для изготовления инструмента могут быть использованы различные материалы:
- Самым популярным является чугун. Он обеспечивает прочность и долговечность тисков. Такие устройства характеризуются большим весом и громоздкостью.
- В последнее время тиски всё чаще изготавливают из стали. Более дорогие и качественные — из высокопрочной, остальные — из обычных сортов.
- Использование дюралюминия делает инструмент более лёгким, но он проигрывает по прочностным характеристикам. Применение этих материалов в специальных областях — в ювелирном деле, при ремонте электронных приборов.
- Изредка можно встретить устройства, материалом для изготовления которых послужило дерево. Обычно такие инструменты находят своё применение в столярных мастерских. Важным преимуществом таких тисков является то, что при их использовании не происходит деформации деталей. Однако винт, который здесь имеется, чаще делают из металла, хотя в некоторых случаях и он может быть изготовлен из дерева.
Иногда поверхность щёчек делают из других материалов. Для этой цели могут, например, использоваться цветные металлы, резина. Накладки бывают сделаны съёмными, что позволяет их менять по мере износа.
Размеры и вес инструмента
Тиски широко применяются при обработке различных видов деталей. В зависимости от их формы и величины, нужно выбирать тиски. Чаще всего используются следующие разновидности инструментов:
- Малые тиски весят 8 кг. Их размеры составляют 29 и 14 см. Ход губок равен 8 см, их высота — 5 см.
- Вес инструмента среднего размера равен 14 кг. Его длина составляет 29,2 см, а высота — 18 см. Губки имеют ширину 7, а величину хода — 12,5 см.
- Размеры больших тисков равны 45,8 и 22 см, а вес — достигает 27 кг. Длина свободного хода губок равна 16, а высота — 9 см.
Существуют также инструменты, характеристики которых значительно отличаются от представленных здесь.

Степень сжатия
Этот параметр является одним из наиболее важных при выборе инструмента мастеров. Он обеспечивает надёжность фиксации, и невозможность сдвинуть деталь во время обработки. Чем с более массивными изделиями предстоит работать, тем важнее эта характеристика устройства тисков.
Если инструмент не обеспечит достаточную силу фиксации, то в процессе работы деталь может случайно сдвинуться, что повлечёт снижение качества выполнения соответствующей операции.
Разновидности инструментов
Существуют различные типы тисков, которые предназначены для решения разнообразных задач. В конструкциях имеются особенности, которые нужно учитывать при выборе.
Винтовые модели
Они используют прижимной винт который проходит через всю толщину инструмента. Он полностью покрыт резьбой, которая имеет трапециевидное сечение. Фиксация происходит при помощи винта, расположенного с внешней стороны инструмента. Прижим осуществляется при его вращении по часовой стрелке.
Быстрозажимные тиски
В отличие от винтовых моделей подвижная губка не посажена жёстко на винт. Она может немного смещаться в поперечном направлении по желанию мастера. Эта деталь подпружинена и обычно надёжно прижимается винтом. При сдвиге она может свободно перемещаться вдоль винта.
Таким образом удобно перемещать подвижную губку на сравнительно большое расстояние. Это свойство будет полезна, если нужно быстро открыть тиски, чтобы поместить туда относительно объёмную деталь.
Быстроразъёмные
В таком инструменте подвижная губка легко перемещается вдоль оси. При этом зажим осуществляется при помощи специальных рычажков. Преимуществом такой конструкции является возможность быстрой подготовки к работе.
Эксцентриковые тиски
Они представляют собой поворотный механизм, прижатие которого регулируется при помощи выведенной рукоятки. Когда происходит фиксация детали, осуществляется надёжный прижим.
Пневматические модели
По устройству они напоминают инструмент стандартной конструкции. Дополнительно с противоположной от винта стороны прикреплено пневматическое силовое устройство. Давление воздуха обеспечивает нужную силу зажима, достигая её в течение 2-3 секунд.
Гидравлические тиски
К ним подведён гидравлический механизм, который может быть встроенным или подключаемым. Такие тиски обычно применяются на производственных предприятиях. Применение гидравлики экономит силы мастера и позволяет ускорить выполнение работы.
Назначение инструмента
В связи с большим разнообразием деталей, нужно учитывать, что для них будет удобно использовать различные виды инструмента. Устройство слесарных тисков является стандартным. Их иногда дополнительно оснащают маленькой наковальней или трубогибом.
Для небольших деталей применяют миниатюрный вариант. Такие тиски удобны для домашнего использования или там, где можно работать с малоразмерными деталями, например, при ремонте радиоэлектронного оборудования. Такие тиски являются переносными. В них не применяются съёмные щёчки. Поэтому при работе между деталью и прижимающей поверхностью мастер помещает прокладки из резины или пластика.
В этом видео рассказано о лучших моделях столярных тисков:
Видео описание
ТОП—5. Лучшие слесарные тиски.
Станочные тиски фактически являются частью того или иного станка. Обычно для их крепления в конструкции предназначены специальные выступы. Благодаря им можно регулировать положение закреплённой детали по отношению к рабочему элементу станка. Этот инструмент обычно изготавливают из стали.
Ручные тиски — две пластины, скреплённые между собой с одной стороны металлической перемычкой. Детали зажимают при помощи специального винта. В процессе работы тиски с деталью держат в руке.
Столярные крепят на верстаке. Их изготавливают из стальных или деревянных деталей. Этот вид тисков также называют плотницкими. Одной из их особенностей является использование губок большой площади с гладкой поверхностью.

Наклонные позволяют изменять угол расположения рабочей части с помощью специального шарнирного механизма. Существуют различные варианты, которые позволяют корректировать угол по одной, двум или трём осям.
Также существуют специальные виды тисков. Вот несколько примеров таких устройств:
- Рыболовные предназначены для фиксации деталей при создании снасти.
- В трубных для зажима используется ромбовидное отверстие, расположенное вертикально. Этот инструмент применяется для работы с отрезками труб, размещёнными горизонтально.
- Гравировальные тиски предназначены для создания надписей и рисунков на различных изделиях
- Существуют тиски, подставка, которые устанавливаются на полу. Примером их использования является фиксация дверей в вертикальном положении в процессе установки.
- Угловые позволяют фиксировать две детали под определённым углом друг к другу. В большинстве случаев предназначены для соединения перпендикулярных элементов.
- Модульные инструменты дают возможность легко менять губки. Это позволяет работать с деталями различного типа, обеспечивая для них оптимальное крепление.
Ещё один вариант — цепные тиски. Они используются для соединения двух отрезков труб. Инструмент подвешивается на двух цепях таким образом, чтобы они относились к разным элементам. Каждый из них прижимается своим винтом. Трубы фиксируются тисками для того, чтобы их удобно было соединить при помощи сварки.
Как выбрать
Покупая тиски, нужно уточнить, для выполнения какой работы они необходимы. В соответствии с этим можно определить подходящий тип инструмента. Важно учитывать величину обрабатываемых деталей — она повлияет на то, какие должны быть размеры инструмента.
Нужно определить, какими должны быть губки. В некоторых случаях лучше подойдут инструменты, предусматривающие возможность их замены. Нужно обратить внимание на способ крепления накладок — применение винтов или заклёпок.

Заключение
Использование тисков является необходимостью при проведении видов работ. В арсенале мастера обязательно должен присутствовать этот инструмент. Его нужно выбрать так, чтобы он походил наилучшим образом для решения соответствующих задач.
Тиски машинные
Зажимающие губки тисков — сменные. Губки устанавливают на пальцах 3 и закрепляют болтами 4. Предварительную настройку на заданный размер осуществляют передвижением левой губки, винтом 1. Окончательное крепление — правой губкой от пневматического привода. Тиски могут поворачиваться относительно плиты 2. Для закрепления их на плите служат гайки 5. При давлении воздуха pиз=4 кгс/см 2 усилие зажима достигает 2500 кгс. Зажимающий ход подвижной губки 6 мм.

Тиски переналаживаемые универсальные
По сравнению с предыдущей конструкцией обладают более широкими эксплуатационными возможностями. Такие тиски применяют для закрепления различных по форме, и размерам заготовок, устанавливаемых на рабочей поверхности обеих губок 4, несущих сменные наладки. Предварительную настройку на заданный размер осуществляют винтом 1; зажим — от пневматического привода.
Тиски могут поворачиваться относительно плиты 2; для закрепления их на плите служат гайки 3. При давлении воздуха pиз=4 кгс/см 2 усилие зажима достигает 2800 кгс. Величина перемещения подвижной губки за один оборот винта равна шагу винта; зажимающий ход 5—6 мм.

Тиски переналаживаемые универсальные с увеличенным ходом губок
Расстояние L между губками можно изменять путем перестановки правой губки 1 и вкладыша 2. Зажимающий ход губки, сообщаемый пневматическим приводом, составляет 18 мм.

Размеры в мм
* При давлении воздуха в сети pиз=4 кгс/см 2
Тиски переналаживаемые универсальные с поднятыми губками
Рекомендуются для легких и средних работ. Положение зажимающих губок на значительной высоте от основания позволяет устанавливать и зажимать заготовки сложной конфигурации. Подвижная губка перемещается винтом 1.
Настройку тисков на заданный размер и предварительное закрепление заготовки производят винтом 2. Окончательный зажим — от пневматического привода. Величина хода подвижной губки при пневматическом зажиме до 15 мм. Усилие зажима при давлении воздуха в сети pиз=4 кгс/см 2 может достигать 5000 кгс.
Пальцы 3 служат для установки рабочих губок.

Тиски с механогидравлическим приводом
Предварительное закрепление производят с помощью рукоятки 7, при повороте которой винт 12 подводит подвижную губку 1 к заготовке (до соприкосновения).
Ось 5 сцеплена с винтом посредством штифта 6. При возрастании усилия (в момент упора подвижной губки в заготовку) штифт 6 отжимается, и винт 12 выключается.
Дальнейшим вращением рукоятки 7 сообщается движение только внутреннему винту, который через плунжеры 11 и 9 создает в гидравлической среде дополнительное давление, передаваемое подвижной губке 1 через поршень 2 и траверсу 3.
Тарельчатые пружины 10 обеспечивают плавное возрастание зажимающего усилия, а пружины 4 по окончании зажима отводят поршень в исходное положение.
Отверстие 8 служит для заливки масла в гидравлическую полость.
При отношении площадей плунжера и поршня, равном 1:5, и усилия на рукоятке, равном 8 кгс, сила зажима составляет около 3000 кгс.

Тиски поворотные универсальные

Предназначены для работ, требующих установки обрабатываемой детали под различными углами относительно зажимающей плоскости губок и вертикальной оси. Пределы поворота относительно подушки 1 составляют ± 45°. Поворот тисков на заданный угол вокруг вертикальной оси производят по делениям лимба. В установленном положении тиски закрепляют гайками 2 и 3.

Тиски эксцентриковые с двумя подвижными губками
Предназначены для легких и средних работ. В отличие от обычных тисков имеют две подвижные губки. По сравнению с винтовыми тисками являются быстродействующими. Зажимающий ход губки равен величине эксцентрицитета эксцентрика.
Тиски слесарные Россия, Белоруссия
Наковальня кузнечная 3кг, ширина рабочей части 40 мм., длина рабочей части 126 мм. Габариты: 200х72х86 мм. Масса: 3,2 кг. Наковальня предназначена для выполнения кузнечных и ручных работ. Материал корпусных деталей — сталь 35Л. Твердость рабочей части HB 340-477. Закалка производится на установке ТВЧ, глубина закалки 0,8-1,5 мм.

Наковальня кузнечная 5кг, ширина рабочей части 50 мм., длина рабочей части 150 мм. Габариты: 230х88х103 мм. Масса: 5,5 кг. Наковальня предназначена для выполнения кузнечных и ручных работ. Материал корпусных деталей — сталь 35Л. Твердость рабочей части HB 340-477. Закалка производится на установке ТВЧ, глубина закалки 0,8-1,5 мм.
Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун СЧ20 (серый чугун) ГОСТ 1412-85. Губки сменные 125мм. Ход 110мм. Зажим 3059кгс. Вес: 13 кг. Габариты: 385х180х200 мм. Сделано в Белоруссии.
Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун СЧ20 (серый чугун) ГОСТ 1412-85. Губки сменные 140мм. Ход 110мм. Зажим 3000кгс. Вес: 13,5 кг. Габариты: 385х180х200 мм. Сделано в Белоруссии.

Наковальня кузнечная 10кг, ширина рабочей части 60 мм., длина рабочей части 190 мм. Габариты: 290х108х125 мм. Масса: 10,5 кг. Наковальня предназначена для выполнения кузнечных и ручных работ. Материал корпусных деталей — сталь 35Л. Твердость рабочей части HB 340-477. Закалка производится на установке ТВЧ, глубина закалки 0,8-1,5 мм.

Для понимающих в качестве. Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун ВЧ-50 (высокопрочный) ГОСТ 7293-85. Губки 100мм. Ход 140мм. Вес: 11,4 кг. Габариты: 345х190х160 мм. Сделано в России.

Тиски слесарные поворотные 0°-360° с наковальней, ТСС-125. Наличие призм позволяет зажимать круглые заготовки. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 125мм. Ход 120мм. Зажим 3059кгс. Вес: 13 кг. Габариты: 360х180х170 мм. Сделано в Белоруссии.

Тиски слесарные поворотные 0°-360° с наковальней, ТСС-140. Наличие призм позволяет зажимать круглые заготовки. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 120 мм. Ход 120мм. Зажим 3000кгс. Вес: 13,5 кг. Габариты: 360х180х170 мм. Сделано в Белоруссии.

ТСС-125 тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун (ГОСТ 7293-85). Губки 125мм. Ход 180мм. Вес: 13,5 кг. Габариты: 415х190х180 мм. Сделано в России.

Для понимающих в качестве. Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун ВЧ-50 (высокопрочный) ГОСТ 7293-85. Губки 125мм. Ход 160мм. Вес: 13 кг. Габариты: 385х190х175 мм. Сделано в России.

ТСС-140 тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун (ГОСТ 7293-85). Губки 140мм. Ход 180мм. Вес: 13,5 кг. Габариты: 415х190х180 мм. Сделано в России.

Для понимающих в качестве. Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун ВЧ-50 (высокопрочный) ГОСТ 7293-85. Губки 140 мм. Ход 180 мм. Вес: 14 кг. Габариты: 415х190х190 мм. Сделано в России.
Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун СЧ20 (серый чугун) ГОСТ 1412-85. Губки сменные 150 мм. Ход 110мм. Зажим 3000кгс. Вес: 18,7 кг. Габариты: 385х180х200 мм. Сделано в Белоруссии.
Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун СЧ20 (серый чугун) ГОСТ 1412-85. Губки сменные 180 мм. Ход 155 мм. Зажим 5000 кгс. Вес: 27,5 кг. Габариты:460x230x210 мм. Сделано в Белоруссии.

ТСС-160 тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун (ГОСТ 7293-85). Губки 160 мм. Ход 180 мм. Вес: 14,2 кг. Габариты: 415х190х180 мм. Сделано в России.
Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун СЧ20 (серый чугун) ГОСТ 1412-85. Губки сменные 160 мм. Ход 155 мм. Зажим 5000 кгс. Вес: 27 кг. Габариты:460x230x210 мм. Сделано в Белоруссии.
Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун СЧ20 (серый чугун) ГОСТ 1412-85. Губки сменные 200 мм. Ход 155 мм. Зажим 5000 кгс. Вес: 28 кг. Габариты:460x230x210 мм. Сделано в Белоруссии.

Тиски 100 мм стальные, слесарные, поворотные, изготовлены – из легированной стали. Специальная конструкция с поворотным основанием позволяет регулировать и фиксировать тиски в нужном направлении. Ширина губок: 100 мм. Габаритные размеры: 345x185x175 мм. Масса: 8,3 кг.

Тиски слесарные поворотные 0°-360° с наковальней, ТСС-160. Наличие призм позволяет зажимать круглые заготовки. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 160мм. Ход 160 мм. Зажим 5000 кгс. Вес: 18,8 кг. Габариты: 390х230х180 мм. Сделано в Белоруссии.

Тиски слесарные поворотные 0°-360° с наковальней, ТСС-160. Наличие призм позволяет зажимать круглые заготовки. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 160мм. Ход 160 мм. Зажим 5000 кгс. Вес: 18,8 кг. Габариты: 390х230х180 мм. Сделано в Белоруссии.

Тиски слесарные поворотные 0°-360° с наковальней, ТСС-180. Наличие призм позволяет зажимать круглые заготовки. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 180 мм. Ход 160 мм. Зажим 5000 кгс. Вес: 22 кг. Габариты: 390х230х180 мм. Сделано в Белоруссии.

Тиски слесарные поворотные 0°-360° с наковальней, ТСС-200. Наличие призм позволяет зажимать круглые заготовки. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 200мм. Ход 160 мм. Зажим 5000 кгс. Вес: 22,8 кг. Габариты: 390х230х180 мм. Сделано в Белоруссии.

Тиски слесарные поворотные 0°-360°, стальные с наковальней. Ширина губок 160 мм. Усилие зажима 3500 кгс. Масса: 26,5 кг. Габариты: 460x235x220 мм. Тиски слесарные предназначены для закрепления деталей при выполнении различного вида слесарных работ.

Тиски станочные 125 мм, 7200-0210, поворотные 0°-360°. Для крепления деталей при обработке на фрезерных, сверлильных, шлифовальных и других станках. Материал: чугун СЧ20. ГОСТ 1412-85. Губки сменные 125 мм. Ход 150 мм. Зажим 2500 кгс. Вес: 18 кг. Габариты: 420х212х117 мм. Сделано в Белоруссии.

Тиски слесарные неповоротные чугунные ширина губок 250мм. Ход подвижной губки 200 мм. Усилие зажима 6000 кгс. Масса: 41 кг. Габариты: 530x150x200 мм. Тиски слесарные предназначены для закрепления деталей при выполнении различного вида слесарных работ. Сделано в Белоруссии.
Тиски 150 мм стальные, слесарные, поворотные, изготовлены – из легированной стали. Специальная конструкция с поворотным основанием позволяет регулировать и фиксировать тиски в нужном направлении. Ширина губок: 150 мм. Габаритные размеры: 440x210x200 мм. Вес: 16кг.

Наковальня кузнечная 30кг, ширина рабочей части 90 мм., длина рабочей части 270 мм. Габариты: 400х156х186 мм. Масса: 30,5 кг. Наковальня предназначена для выполнения кузнечных и ручных работ. Материал корпусных деталей — сталь 35Л. Твердость рабочей части HB 340-477. Закалка производится на установке ТВЧ, глубина закалки 0,8-1,5 мм.

Тиски слесарные поворотные 0°-360°, стальные с наковальней. Ширина губок 180 мм. Усилие зажима 4200 кгс. Масса: 27 кг. Габариты: 460x235x220 мм. Тиски слесарные предназначены для закрепления деталей при выполнении различного вида слесарных работ.

Тиски 125 мм стальные, слесарные, поворотные, изготовлены – из легированной стали. Специальная конструкция с поворотным основанием позволяет регулировать и фиксировать тиски в нужном направлении. Ширина губок: 125 мм. Габаритные размеры: 410x200x190 мм. Вес: 12кг.

Тиски станочные поворотные 0°-360°. Для крепления заготовок при обработке на фрезерных, сверлильных, шлифовальных и других станках. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 100мм. Ход 80мм. Зажим 2000кгс. Вес: 15,5 кг. Габариты: 325х280х135 мм. Сделано в России.

Тиски слесарные поворотные 0°-360°, стальные с наковальней. Ширина губок 200 мм. Усилие зажима 5200 кгс. Масса: 28 кг. Габариты: 460x235x220 мм. Тиски слесарные предназначены для закрепления деталей при выполнении различного вида слесарных работ. Сделано в Белоруссии.

Тиски станочные поворотные 0°-360°. Для крепления заготовок при обработке на фрезерных, сверлильных, шлифовальных и других станках. Материал: сталь 35Л ГОСТ 977–88. Губки сменные 125 мм. Ход 125 мм. Зажим 2000 кгс. Вес: 15,5 кг. Габариты: 370х280х135 мм. Сделано в России.

Для понимающих в качестве. Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун ВЧ-50 (высокопрочный) ГОСТ 7293-85. Губки 160 мм. Ход 200 мм. Вес: 21 кг. Габариты: 487х203х210 мм. Сделано в России.

Для понимающих в качестве. ТСЦ-180 Тиски слесарные поворотные 0°-360°, цилиндрические с наковальней, модернизированные. Ширина губок 180 мм. Тиски изготовлены из стали 35Л. Ход подвижной губки 220 мм. Усилие зажима 4200 кгс. Масса: 35 кг. Габариты: 465х229х258 мм. Тиски можно разворачивать на любой угол от 0° до 360°.

Тиски 150 мм стальные, слесарные, поворотные, изготовлены – из легированной стали. Специальная конструкция с поворотным основанием позволяет регулировать и фиксировать тиски в нужном направлении. Ширина губок: 150 мм. Масса: 16 кг. Габаритные размеры: 460x230x220 мм.

Тиски станочные 160 мм, 7200-0215, поворотные 0°-360°. Для крепления деталей при обработке на фрезерных, сверлильных, шлифовальных и других станках. Материал: чугун СЧ20. ГОСТ 1412-85. Губки сменные 160 мм. Ход 200 мм. Зажим 3000 кгс. Вес: 30,3 кг. Габариты: 515х252х138 мм. Сделано в Белоруссии.

Для понимающих в качестве. Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун ВЧ-50 (высокопрочный) ГОСТ 7293-85. Губки 180 мм. Ход 240 мм. Вес: 28,5 кг. Габариты: 555х230х244 мм. Сделано в России.

Наковальня кузнечная 50кг, ширина рабочей части 105 мм., длина рабочей части 320 мм. Габариты: 480х186х220 мм. Масса: 51 кг. Наковальня предназначена для выполнения кузнечных и ручных работ. Материал корпусных деталей — сталь 35Л. Твердость рабочей части HB 340-477. Закалка производится на установке ТВЧ, глубина закалки 0,8-1,5 мм.

Для понимающих в качестве. Тиски слесарные поворотные 0°-360° с наковальней. Материал: чугун ВЧ-50 (высокопрочный) ГОСТ 7293-85. Губки 200 мм. Ход 240 мм. Масса: 37 кг. Габариты: 555х230х261 мм. Сделано в России.

Тиски слесарные поворотные чугунные. Усилие зажима 5200 кгс предназначены для закрепления деталей при выполнении слесарных и сборочных работ. Губки 200 мм. Ход 240 мм. Масса: 37 кг. Габариты: 555х230х26 мм.Сделано в России.
Тиски слесарные
В интернет-магазине «Техносоюз» представлен широкий ассортимент слесарных тисков для самых разных задач. Весь товар сертифицирован и соответствует высоким требованиям к качеству.
В зависимости от назначения различают такие виды тисков:
- станочные (для сверлильных станков) — отличаются отсутствием люфта, максимально надежной фиксацией и служат для крепления заготовок и деталей для последующей высокоточной обработки, например, для фрезерования, сверления и т.д.;
- слесарные — присутствуют в каждой автомастерской, где выполняют ремонт и обслуживание различных деталей.
Мы поможем вам выбрать практичные и качественные слесарные и станочные тиски, опираясь на ваши задачи в работе. В наличии настольные и другие модели, в том числе, для верстака.
У нас оптимальные цены, поэтому вы сможете купить тиски слесарные в Москве совсем недорого. Мы осуществляем оперативную доставку в столице, а также предлагаем заказать товар тем, кто находится в других городах России.
© ООО «Техносоюз», 2010–2023 Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости оборудования и запасных частей, пожалуйста, обращайтесь к менеджерам по продажам.




